V
主页
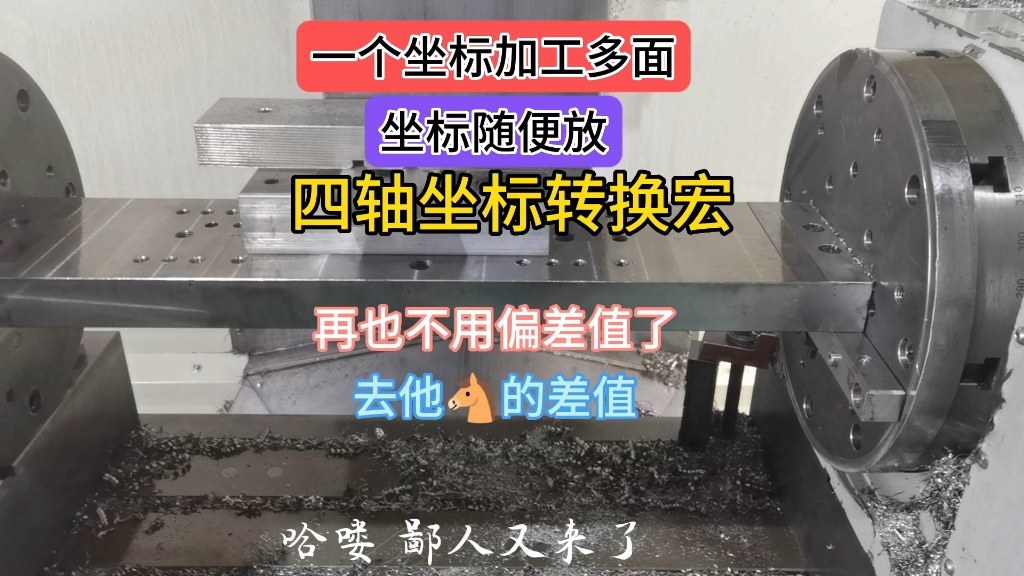
分中对刀跟三轴一样,一个坐标加工多面 去它的找差值
发布人
分中对刀跟三轴一样,一个坐标加工多面 去它的找差值
打开封面
下载高清视频
观看高清视频
视频下载器
法兰克 三菱 新代 四轴桥板宏都有[呲牙]即一个坐标加工多面 无需再去计算差值 刀尖跟随
整整做了半年烟灰缸,今天终于换口味做别的了,直接干本地特产
对刀c输入改成M输入 即相对值改成机械值输入
四轴桥板用一个坐标加工多面,产品不在回转中心,用软件偏置差值的加工方法(共有3种方法 今天说第二个)
搬到新地方又是新的开始,三学徒要走要招五学徒,最近业务也不多
房租还有三个月就到期了,房东坚持一年只签一年,现在感到有点被动
最近太忙了散单做不过来,忙的时候发现问题多,五学徒来四学徒走
回转中心怎么找?找到后如何正确输入坐标呢?90%的人 错在Z 坐标输入
一个底座板要6000块,没办法只能自己做了,没想到一百块就做出来了
铣夹位的深度,随便看看
加工精度0.005,全靠这个红色按钮
四轴加工中心产品坐标不在回转中心,如何在软件里面偏置差值,从而实现联动或一个坐标加工多面,今天不用坐标转换宏
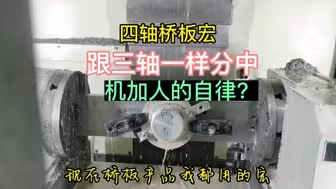
机加人的自律是啥?四轴产品跟三轴一样分中(一个坐标加工多面用宏)
腔体类薄壁件等虎钳加工减少变形之操作 铣夹位与松虎钳
固定对刀点对刀,看到还有人每换一个产品 刀具又重新对刀,所以
公差没有要求挺高,我勒个去,还给我发来工序加工图,一个想吹牛,一个会吹牛 #靖节哥哥
法兰克三菱还有新代系统四轴坐标转换宏 ,去它的找差值偏软件
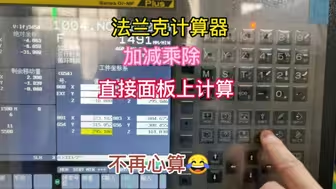
法兰克面板 计算器使用方法 分中不用再掏手机计算器了
坐标测量输入时相对值会跟随变化,平常不喜欢这功能,可以更改设置让它相对坐标值不跟随变化。
房东早就把我地方租出去了,无视合同通知我搬走,不搬就要断我电
回重庆的第一件事,先去自己的小作坊看看,这就是老爸的劳动成果
二次谈判房东接受了我的条件,以后遇到纠纷要好好谈才能解决问题
单刃螺纹铣刀铣螺纹
不再纠结镗刀装刀方向 刀尖朝向 一看就会 一装就对
日常三种螺纹铣刀 单刃 三刃 全牙
G52局部坐标加上M198配合使用 爽歪歪,文件过大 又不想在线跑 想排版编程 又只出了一个程式 怎么办 又不想M98 那么这个搭配可以试试
什么 法兰克U盘传程式加工 不用再复制粘贴操作了 ,大家都来试试LOAD PROGRAM
导轨油加错
四轴加工同一把刀每次转角度前需不需要回g91 g28 z0 需要注意什么
刀棒定位分享下
最近干了一些 粘胶,铣夹位的 小腔体,多来点就好
自己买机创业半年多,一直没找到发展方向,去了广东突然有方向了
四轴桥板做散件爽歪歪 四轴宏是什么
四轴桥板用坐标转换宏临时做个小东西 非常方便
机床上测量刀具直径方法
不对称最喜欢三平面建坐标方式
换压板
总长75 夹持11mm 跳动0.01 接刀很奈斯
四轴爽活之2
四轴定轴加工坐标系创建方法之 局部—使用主MCS