V
主页
不锈钢加工,摆线策略去夹位,工件不容易变形还不伤刀具。
发布人
-
打开封面
下载高清视频
观看高清视频
视频下载器
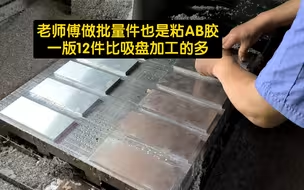
老师傅做批量件也是粘AB胶。看看一版加工12件比吸盘一次装的多。
一个简易的夹具工装,轻松解决需要四轴加工的工件。效率提升两倍。
90元一件加工费。不仔细看图档又是亏钱的买卖。大家看看这一件多少钱合适?
手磨T型刀,如何检测T型刀实际高度,如何避免加工过切工件
粘AB胶加工铝合金全过程,21的快进给刀杆参数怎么给?
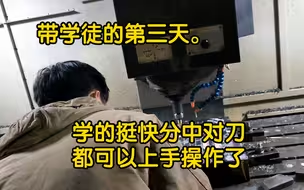
带学徒的第三天,学的挺快。分中,对刀都慢慢可以上手操作了。24岁小伙头脑反应很快。
批量加工,机床没有刀库简直就是折磨人,一下午就干了五件。
两口子创业搞机加工,一个负责画图,一个负责操机。
长度500的POM,加工成这样变形能控制吗?不知道加工出来会成什么样子。
一个工件上机就是一天哇,还是做模具轻松。
粘AB胶加工铝件怎么去胶水。很多没有用过AB胶的可能不太了解。出一期视频分享一下
编程理论很扎实,但是都不考虑实际加工的。这么小的接触面能把工件放平吗?
惨不忍睹的刀具和刀柄。就这种刀具做精密加工你看行吗?
一块板200多个孔,三百多块加工费,断了一个钻头。明天还要拿出去穿孔。
当你自己创业干机加工了。才真正体会到每天时间根本不够用。天天干到晚上十一点也没感觉累。
用真空吸盘加工塑料件该注意的地方,搞不好有可能工件会干动哦。
这种气割的不锈钢材料,公认的加工很麻烦,材料费便宜,加工很头疼。
做非标自动化零件几年了,第一次做模具类加工。这加工时间是真的长,机台跑起来没啥事干。
操机仔那有不报废工件的,看看这些报废工件的原因五花八门什么情况都有。
这种散件适合学徒练手。一个零件翻面四次加工。考验装夹和工艺。
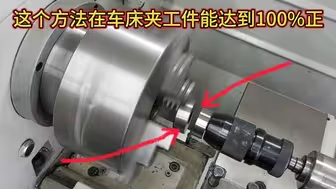
车床夹工件的时候经常夹不正怎么办?今天做了一个工装完美解决
不锈钢批量件加工,铝钳口做仿型,一次做几件自己决定。省事效率高。
铣床打一个牙孔收费1.5,还是我自己上NC加工吧。成本太高了。
加工玻璃纤维板,开切削液还是吹气?哪个更好?
长白班一个月26天班,到手工资9500,有社保,老板让明天先干两天临时工看看干活水平怎么样
一个铝合金零件三个面加工,虎钳夹着全部搞定。NC全加工。
排版加工,盘刀开粗。一个台阶面5分钟开完,效率就是快。
接的一批雕刻件,报价报低了。实际加工太费时间了。
长度400多的铝板如何保证平面度2丝,这操作你绝对没见过?
这个箱体尺寸有点大。壁也只有5毫米厚。有没有什么更好的方法加工呢
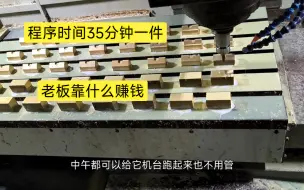
这个工件程序加工时间是35分钟,确实很不合理,但是领导都不关心这些,操机仔临时工有必要理会吗?
900块钱加工两把定制剪刀✂️,大家感觉这个加工怎么样?
这么一件加工要4个小时。大家有什么更好的加工方法来提高效率。
黑色POM(赛钢),易变形材质,如何加工保证平行度以及厚度公差
第一次用真空吸盘加工塑料件,这玩意还真是好用。可以定位加工,比粘AB胶效率高多了。
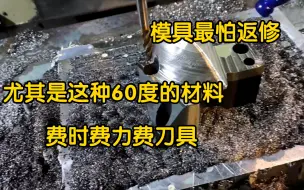
一个工件加工时间十几个小时。返修的成本十几个小时。修模成本太高了。
60度的热处理材料,这种材料加工时间长,操机师傅是真的舒服。
干CNC临时工你还羡慕一天五六百工资高。看看一天加工了多少零件。需要换多少刀具,对多少次刀。
UG镜像生成的刀路是反的。调试销孔要用G42。用G41调试镜像生成的刀路是铣不到工件的。
学CNC多久能上手操作,有人带的话只要几天时间。