V
主页
等高螺旋加工,3轴联动有圈纹。
发布人
-
打开封面
下载高清视频
观看高清视频
视频下载器
3度的斜边,加工出来底部也有横纹。
自制加长垫块,扩大镗刀加工范围。
师傅不想拆磁盘,于是变这样了。
加工铜,内圆弧面R角有震纹。
为了加工骨位,中间镶件被垫高,不知道稳不稳。
斜顶装镶件里整体精加工,顺滑。
圆鼻刀光平面确实比平刀好
开粗时工件动了,报废,直接损失7K
精雕机加工直身面振刀纹明显
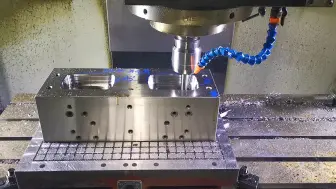
CNC加工 新试机工件。
这种类型三轴奈何不了。
做机加工,真的离不开焊武帝。
真没想到一个机加工夹具的改变,就可以减少机床90%的停机时间
师傅下班吃饭了,机器正常运行。
弹刀后续,通过修改图形,匹配分型线,重新加工,完美解决。
镗孔
小刀雕模具,弹刀了。
圆鼻刀光平面好是好,就是费刀。
报废重新换料,师傅提心吊胆的干完了。
热处理后加工效果
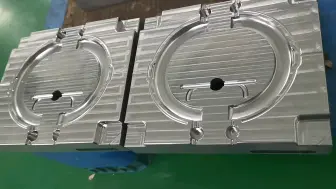
如果每个工件加工成这样,客户应该会很满意。
加工30个小时的电极下机了。
弹刀了,是下机还是不下机?这是一个问题。
【法孚】Fives 磨削&超精密加工解决方案
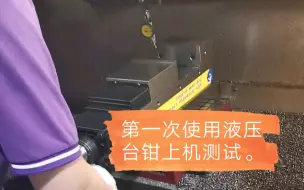
CNC加工 普通台钳与液压台钳使用对比。
好工艺配好刀具,是加工的第一要素。
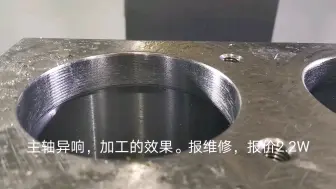
主轴维修报价
我是在东莞做CNC加工的00后湖南邵阳小伙,CNC加工找我准没错
头疼,又一件材料报废
反螺旋vs弗里曼(外网标准)
宝煜五轴联动加工中心精铣加工铝件
CNC加工 师傅示范以百分表寻圆中心。
一晚的成果,感觉付电费都难了。
精雕机一万转加工刀纹还是不错的。
维修主轴
一个月喝粥
论接刀的重要性。
模具行位,尝试不同装夹。
打破价格壁垒,铨洲的CNC加工让你的创意轻松实现!
CNC加工 永远在返工的路上。