V
主页
同样是买一台新机为什么不同的厂家分期付款比例都不一样。
发布人
-
打开封面
下载高清视频
观看高清视频
视频下载器
磁台粘AB胶怎么搞掉?我一直都是这样做,平面度0.01
干活全靠AB胶,领导说了仓库AB胶多的用不完。想找个好磁台都没有。
不撞机的师傅有吗?钻攻买回来快半年了扎了两次了。
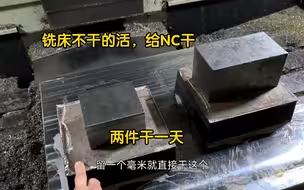
两块不锈钢干一天。铣床看了都不乐意干,NC就要干一天
这一件收费500要亏钱了吗?线割+NC+热处理+磨床+线割
做同样的批量产品,一板产品比客户自己做的慢四分钟。是什么原因?
长度400多的铝板如何保证平面度2丝,这操作你绝对没见过?
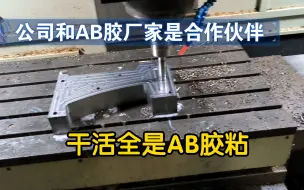
粘AB胶加工铝件怎么去胶水。很多没有用过AB胶的可能不太了解。出一期视频分享一下
以前同事出来出来创业了,直接上了一台新机1166加工中心。还是新机用着舒服
600多长的铝件,平面度0.1,厚度公差0.05。先粗加工留工艺台。能保证图纸要求吗?
忙活一天小散件,还报废了一件。几百块钱搞了一天。
找了一个临时工,白班50一小时,夜班55一小时。下午开始干活了。
上班就是换换刀片,一把刀程序时间6个半小时。怪不到自动化零件没人干。
自己加工一个500✘400的吸盘,搞了一下午。
新钻攻配新刀柄,厂家送的刀柄就当钻夹头用了。
做非标自动化零件几年了,第一次做模具类加工。这加工时间是真的长,机台跑起来没啥事干。
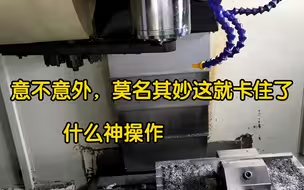
这是什么鬼情况,莫名其妙就刀臂就卡住了。真是小毛病不断呀。还好学徒会修。
两件塑料搞了大半天,变形是正常的。不变形反而不正常了。
第一次在机床上攻这么大的管螺纹,安全起见,用G84给了一个Q值。
CNC编程烂大街,现在市场缺的是技术好的CNC师傅,临时工忙的时候一小时50都招不到人
打样一件100元,客户说有3000件。大家感觉我就一台机客户会下单3000件吗?
磁台每次这样用,几个月就用报废了。老板也不重视这些玩意。
主轴定位,批量加工效率最高的定位方法,今天和大家分享一下。如何主轴定位加工。
看了两天的钻攻,纠结是买新机还是二手机。二手机划算但是不好找合适的。
机床问题还是程序有问题,铣孔过切了。做了一下午,报废了。
两台机自己编程加操机根本停不下来。啥时候能请人干活就熬出头了
一个铝合金零件三个面加工,虎钳夹着全部搞定。NC全加工。
又是带学徒的一天。这些批量黄铜很适合学徒练手。校表,分中。
今天来老板这里看到冰冻盘,瞬间感觉自己做的真空吸盘不香了。
表面的处理也有很多种,每一种都有不同的效果。
一个简易的夹具工装,轻松解决需要四轴加工的工件。效率提升两倍。
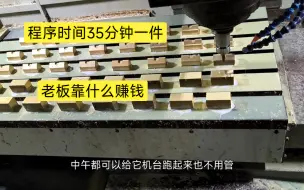
这个工件程序加工时间是35分钟,确实很不合理,但是领导都不关心这些,操机仔临时工有必要理会吗?
焊一个锁刀座150元搞定,买一个工作桌要一千多,还是这个划算,以后装刀就方便多了。
两台机一个月产值10个多,产品做的漂亮价格都不是问题。
打孔攻牙效率低怎么办?排在一起加工效率更高。
两年多没上夜班了。夜班做这些时间长了工件就是熬时间。
操机仔那有不报废工件的,看看这些报废工件的原因五花八门什么情况都有。
铣床打一个牙孔收费1.5,还是我自己上NC加工吧。成本太高了。
客户定制一个夹子,打样一件280元。大家感觉价格怎么样?
四十岁学机加工?年龄确实有点太大了。带徒弟的一天开始了。