V
主页
开粗开粗,什么叫开粗,就是加工出来粗粗的是不
发布人
-
打开封面
下载高清视频
观看高清视频
视频下载器
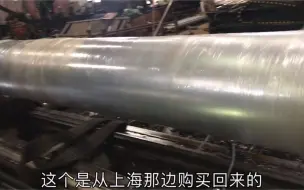
这条杆车出来这样子
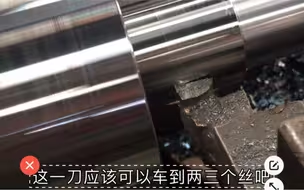
精车一刀半丝,三丝五丝能车不
双三爪卡盘加工圆管,车了起来就是舒服
8000块月薪的临时焊工,坑焊确实厉害
四爪卡盘和调套结合使用
做机加工有这样的伙食,吃了继续加班
机加工是什么,机加工就如刚削下来滚烫的铁屑过一会就凉
钻头磨分屑槽,简单吧,看看就会了
这把yt15刀头磨得怎么样
工件打刀掉下来,太危险了
只有车工才能体会越深的孔越难加工
老师傅搞维修,焊车钻铣刨钳都会,厉害
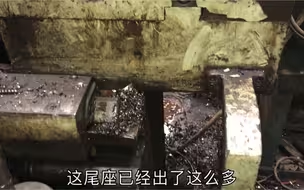
这工件超长,车床短了,看看韦哥是怎么样加工的
试着加工两条镜面槽,很似简单,实在太难
这段时间工厂淡到不得了,你们那里怎么样
两边加长轴头,为保证同心,表面是胶,操作起来要点技术
退休老师傅搞维师,车铣刨简单实用
到底是材料硬,还是刀磨得差,铁屑都要发黑了
只有加工这样的工件才能体现出普车的价值
磨床师傅有话要跟我说,同样的工件加工出来区别有点大
杂件加工起来就是麻烦,还算顺利
用木头压着,刀磨得不好还是会发震
事隔多年,但每次看到这个视频都上火
A3料钻孔容易椭圆,钻头要磨得好
为什么45号钢调质料可以快走刀
不烟不酒,请按摩洗脚又不去,对焊工没招了
浓切削液猛淋刀头,能不能耐用点或增加使用寿命
活到老学到老,中心孔这样刮
气保焊产生气孔,懂行的一看就知道什么原因
都说了什么工件选择什么样的刀,走刀转速不同磨法又不一样
韦哥分享日常磨钻头,机加工没有速成班,慢慢去学习
5500月薪招了个焊工,焊成怎么样都没话说
普车加工批量小轴没优势,公差锥度难保证
普通车床加工超大螺旋,过程曲折一言难尽……
刀头有裂缝焊得不好,很害怕整个刀粒掉了
夏日炎炎华生宅园好乘凉
学了半年左右,就磨成这样
单价低风险高的活
韦哥考科目一,压来于自身
看铁屑,乃是满吃刀