V
主页
京东 11.11 红包
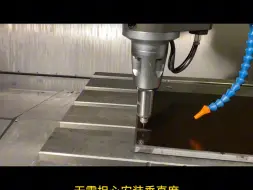
工件内孔要求精度高,要求光洁度高使用这款65000转高速主轴即可
发布人
工件内孔要求精度高,要求光洁度高使用这款65000转高速主轴即可 这款主轴的跳动精度高达1μm,转速高达65000转,足以满足高精度磨削的要求。而且主轴只是附在设备上使用,所以不需要额外购买昂贵的机床,节约大量成本。
打开封面
下载高清视频
观看高清视频
视频下载器
转速高达150000转气动主轴您见过吗?
转速高达150000的高速主轴精度可以达到多少呢?
高转速高精度铣削可用日本NAKANISHI十五万转高速主轴
凸轮机加装60000转高速主轴加工喷嘴0.3mm微孔喷嘴的微孔需要保持足够的垂直度,以及孔的表面光洁度,这样才能保证喷雾的效果。所以应用了这款60000转高转
机器人去毛刺系统使用这款六万转主轴就够了使用这款大扭矩高速主轴,非常适用于去除微小毛刺。这款主轴转速高达六万转,精度1μm以内。搭配浮动,防止过切
60000转自带高精度法兰高速主轴,无需担心固定精度!
扭矩高达1Nm转速20000RPM的40直径高速主轴您见过吗?
磨削研磨专用1μm高精度65000转气动主轴附带放绕线装置
模具加工光洁度不够?用这款高速主轴即可
钢件钻0.5mm孔使用八万转高精度高速主轴满足加工要求0.5mm微孔加工垂直度不够?这款八万转高速主轴满足您的要求,主轴自带刀柄,无需担心安装垂直
进口自动换刀60000转高速主轴搭配自动换刀浮动实现自动化去毛刺
六万转高速主轴加工高精度铣削钻微孔专用
2mm厚铝基板切割,加装30000转大扭矩分扳机主轴切口平整,现性价比高
进口50000转高精度自动换刀主轴
加工中心加装十五万转高速主轴精加工表面效果好这款十五万转高速主轴,跳动精度1μm,适用高光、高精密加工。
铝件钻2mm微小孔使用这款60000转高速主轴即可
十六万转每分钟的气浮高速主轴微铣削加工这款转速高达十六万转的气浮主轴,精度高达1μm,搭配钻石刀,微小刀具做微量高精度加工。常应用于半导体加工,高光加工,
全自动化去毛刺产线搭配这款自动换刀大扭矩主轴效果好效率高全自动化机器人去毛刺产线,对生产的节拍要求较高,使用这款自动换刀主轴,无需手动换刀节约大量人力和效率。
六万转高速主轴对比普通高速主轴能提升多少铣削加工效率呢?左边是我们转速高达60000rpm的高速主轴
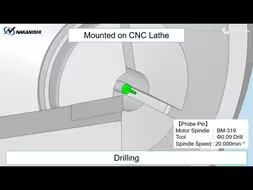
刀塔机加工精度转速不够想加装自动换刀高精度高速主轴怎么办?有些工件要求精度很高,刀塔机主轴本身转速和精度不够,可以加装一只自动换刀高速主轴在主轴旁边
CNC雕刻机加装60000转高速主轴完成高速切割
气驱动150000万转自带加工中心刀柄高速高精度主轴您见过吗?
PEEK材质钻孔工艺要求特殊,推荐使用高转速高频铣进行加工PEEK材质微孔加工,零点几毫米的孔径,用到的都是非常小的刀具,为了保证孔的光洁度和精度。需要主轴具
走心机铣螺纹推荐这款八万转高速主轴对于精密要求较高的螺纹,铣螺纹有诸多好处,在保证高精度的同时,提高加工效率,一把铣刀适用不同的螺纹孔直径,孔底浅,不用担心刀
20000转1牛米大扭矩自动换刀主轴进行压铸件去毛刺
日本NAKANISHI中心出水高速主轴BMS-4040-CQL
客户二次下单两套高速主轴,反馈效果非常不错
这款小体积30000转高转速中心出水主轴您见过吗?
0.09mm探针微孔您见过吗?使用八万转高频铣即可加工如何小的0.09mm微孔,到底是如何加工的呢?我们来看下,使用的设备为托纳斯,安装的是这款八万转高速主轴
工件螺纹毛刺如何去除?浮动主轴带锐必克刷子就可以
铣削的高速电主轴
医疗精密零件内螺纹加工要求高?使用这款八万转高频铣加工就足够一般内螺纹加工容易出现毛刺,光洁度不好等问题,这都是转速和精度不够导致的。这款高频铣转速八万
钻深孔时堵孔,使用中心出水主轴,阁下该如何应对?
十五万转HSKA63高速主轴自带防绕线装置加工方式灵活
直径20mm常装津上机钻小孔8000转气动主轴MSS-2008RA 因津上机刀座孔是直径20mm,且空间有限,对于钻小孔,较常用这款直径20mm,8000转
小型涡轮扇叶加工使用六万转高转速高精度主轴小型涡轮扇叶加工,叶轮内孔尺寸以及同轴度要求都比较高,所以推荐这款六万转高转速,1μm高精度主轴
铣2.3mm螺纹就使用进口高转速高精度高频铣即可
NAKANISHI高速主轴替换外圆磨床的内部研磨主轴案例
客户评论留言说高速主轴是被固定住?硬币也是粘住的?
工件内交叉孔去毛刺使用锐必克车毛刷专用车床刷