V
主页
京东 11.11 红包
压铸件大毛刺选一步到位大扭矩浮动主轴提高效率
发布人
压铸件有些浇筑口、合模线较大,可选一步到位的NAKANISHI浮动主轴, 1200W大功率,大扭矩1N.M,若是需要多个刀具,可使用带自动换刀功能的 NR4040-AQC,节省换刀时间,扭矩够大,去除毛刺效率大大提高。关注松本机 电,更新更多大扭矩浮动主轴去除压铸件案例。
打开封面
下载高清视频
观看高清视频
视频下载器
压铸铝去毛刺加装在六轴精雕机上可使用什么浮动主轴?
直径30mm的RBZ30浮动主轴可去除多大毛刺呢?
硅胶合模线可用什么浮动主轴去除?
RBZ浮动主轴,有效避免压铸件去毛刺过切或切不到现象。实现360°径向浮动,8mm轴向浮动,回位精度高,灵敏性好,既可减少人工成本,又可提高加工效率。
SCM420H合金钢内孔毛刺去除用什么浮动主轴去除?
树脂玻璃纤维毛刺去除,RBZ浮动主轴可加工
RBZ浮动主轴回位精度高受力均匀很多压铸件单用主轴去毛刺,过切如何解决用RBZ浮动主轴,可实现360°径向浮动和5mm轴向浮动,走轮廓自动补偿,回零位精度高,
想知道RBZ-40浮动主轴可以去除压铸铝件多大毛刺吗?
机加工后毛刺可用RBZ浮动主轴轻松去除
压铸铝3mm浇筑口用NAKANISHI气动主轴去除稳定吗?不太稳定,果断选RBZ浮动主轴,0.6N.M大扭矩,去除稳定,重量轻,回零位精度高,性价比高,节省成本
压铸铝件去毛刺使用浮动主轴这一套完全没问题!
镁合金压铸件去毛刺用什么浮动主轴去除较好?因镁合金属于易爆材质,所以加工使用电动主轴存在隐患,就使用RBZ浮动气动锉刀,往复式加工,可以解决这个隐患。
工件螺纹毛刺如何去除?浮动主轴带锐必克刷子就可以
镁合金去毛刺用电主轴不安全?可以用浮动气主轴
小汽车铝材轮毂去毛刺如何选择合适浮动主轴?
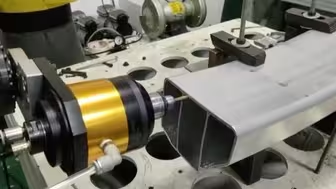
大批量铁质管材倒角去毛刺该如何加工呢?较硬,所以倒角就需要较大扭矩的高速主轴,且转角处加工容易过切。扭矩高达0.6N·m,并搭配RBZ浮动加工避免材料过切报废。
铝件焊接孔毛刺可用哪款浮动主轴去除?
铝合金轮毂去毛刺使用浮动主轴铝屑易进入吗?
RBZ浮动主轴可用于哪些工件去毛刺呢?
铝薄板倒角去毛刺,60000转RBZ浮动主轴去除效果好
能让砂芯打磨避免过切的方法,想了解一下吗?大扭矩工具很容易导致沙芯过切了,那就需要使用小扭矩的主轴,配上RBZ浮动正好,扭力是可调的,就可以避免过切的现象。
汽车座椅铁架去毛刺,NAKANISHI自动换刀浮动轴主轴去除合适
不锈钢叶轮少量翻边,RBZ40浮动主轴可去除
不锈钢交叉孔毛刺,可用浮动主轴配上锐必克研磨刷加工效果好
压铸铝全自动去毛刺选NAKANISHI浮动主轴
汽车零部件0.5mm毛刺,RBZ浮动主轴可以加装在15kg机器人上吗?
汽车驱动板上焊渣就得用大扭矩高速电主轴去除
担心RBZ浮动主轴稳定性不好?不存在的,实现360°径向浮动和8mm轴向浮动,避免过切或切不到现象,回零位精度高,性能稳定,性价比高,机器人去毛刺好工具。
想要单向浮动机构有可以满足要求的吗?可以考虑使用RBZ浮动机构,实现单向浮动,如RBZ80轴向浮动机构,搭配直径 80mm电动主轴,适用于平面打磨,其他大直径浮
机器人去毛刺一定要使用力反馈系统?这里建议的是采用浮动主轴去毛刺,主轴具有顺应性,在刀具和工件接触时是柔性的,在一定范围内补偿机器人轨迹,降低轨迹精度要求。
汽车离合器鼓轮长孔去毛刺用什么浮动主轴适合就用陶瓷轴承NAKANISHI浮动主轴NR-453E,更耐磨,再搭配RBZ浮动,在机器人上柔性去毛刺,提高孔表面光洁度
铸铁40Cr内孔毛刺可以浮动主轴去除?5mm以下铸铁毛刺,使用RBZ浮动主轴去除,0.6N.m大扭矩 NAKANISHI大功率主轴,1200W,扭矩高达1N.m
塑料件1mm合模线,RBZ浮动主轴去除干净
去除压铸件小毛刺容易过切怎么办?日本进口往复式气动锉刀,再搭配RBZ浮动,轻松去除小毛刺,且表面光洁度好
汽车尾翼浮动主轴去除毛刺加工实例
机器人铝铸件去毛刺用什么浮动主轴加工好?
RBZ浮动主轴只适用在机器人上吗?其实不然,RBZ浮动主轴是常加装在机器人上,但是也是可以加装在数控机床上的,也是可以实现360°径向浮动和8mm轴向浮动。
不锈钢倒角去毛刺用什么浮动主轴较合适?因需要多种刀具去毛刺,所以选用NAKANISHI自动换刀主轴较合适,节省换刀、对刀时间,快速去毛刺,
压铸铝去毛刺想要表面效果好?试试这款气动锉刀吧!RBZ浮动配上往复式的气动锉刀,经过磨削,表面效果会更好,性价比高!适用于小毛刺类型压铸件
浮动主轴机器人应用于锻钢柔性去毛刺