V
主页
机械加工厂打工10多年,炼就的双手可卡0.01毫米
发布人
-
打开封面
下载高清视频
观看高清视频
视频下载器
机械加工厂工作环境太恶劣了,切削液吸多了会不会少活2年
动态加工45钢,12毫米钨钢刀,s3500F值2600Ae0.8
编程师傅不仔细,10件活加工一天时时间全报废真该罚钱
加工中心编程师傅一个小时把这工件编出程序,能拿多少工资
半路出家加工中心编程师傅技术太菜,做高难度壳体活只能硬头皮上
第一次加工铝合金壳体零件,材料费7000多,多年老师傅都心虚
被迫放弃1.5w待遇。加工中心性能太差,椭圆表面质量控制不好,
搞了几天的活,终于开干,铝合金加工起来还是很亮哦
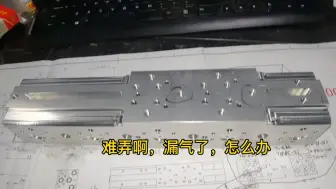
零件厚度1.2毫米,太薄如果用虎钳,如果用虎钳夹持加工,大哥操作工装夹力度不好控制。根本没办法保证厚度,这时设计一个小型真空负压吸盘加工就非常合适了。
10多年老师傅犯错,经过研究决定对老师傅不罚款,请焊接武帝出马
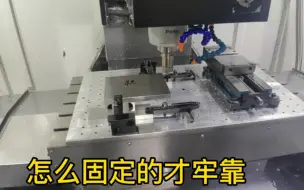
机械加工时常遇见异性零件,需要动脑设计简便牢靠的装夹定位方式
打孔飞面铣槽,玩4轴,玩5轴,同样是打工,工资满意就行
数控加工中心调机师傅,装错方向了,怎么办,料没多的啊
波子干机械数控加工中心10多年,为把工件干好孔镗漂亮,亏好多钱
爬曲面加工,中间怎么有条线,什么鬼,
数控加工,铝合金打孔要快准狠,只要机床不闷车就把他当豆腐渣加工就行,
难整的铝合金机器人盖子,好费时间,有高速机就好啰,F值干它1W
G68指令用得好下班下的早,10几年经验数据加工中心老师傅是如何快速拉直斜度工件。
万能动态加工,使用不好刀具成本几何倍数上升,没有那个编程师傅能抗住刀具损耗。
没事干,犯困,也不能走,都坐疼了
给同事画的零件简图,简单线条,怎么看都像慵懒的抱枕
看您还敢不敢说用Mastercam编程10多年,一个简单挖槽岛屿都不会,丢不丢人
同事用挖槽翻车,D20波刃干铝合金粘刀干断,波子还是喜欢动态
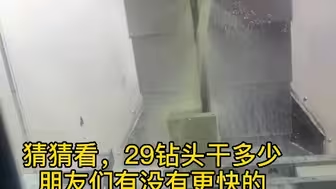
数控加工中心简单加工,打孔攻牙都需要半小时,快不了
遇见土豪老板是多么幸运的事,几百万的马扎克5轴加工中心随便造
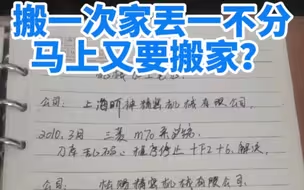
马上又要搬家翻出以前的数控笔记,感觉好差劲
数控cnc加工中心镗孔好用镗刀多深的孔都能镗还不振刀,加工效率高
加工中心老师傅告诉你,不要怂,转速毛起打,光金属表面,效果忒好
硬轨道机床,加工45钢件就是顺
使用8年硬轨道加工中心,每天都要加68号导轨油,怎么办
加工中心加工铝合金,想尽办法提高效率,机床都冒烟了
徒弟第一次做散热片,10小时编程操机,完成生产,就因为这个原因,差点报废,不过下次做就不怕了
搞机械加工,光洁度全靠打磨机,又不是造飞机,能跑多快跑多快
数控加工中心编程师傅,最怕思维僵化,形成固定模式,动态层切加工
聊天一分钟,带妈老汉10多次,这才是四川重庆的娃
机械加工,虎钳装夹使用垫块小技巧
大拇指用m6扳手能使出问题100多公斤的力?
做数控机械加工,大工件不好装夹,保证装夹稳固的情况下怎么方便怎么做
非标自动化铝合金零件,加工中心打孔胆子要大,参数有多快给多快
干加工这么多年!第一次听见要自带刀具上班的....