V
主页
京东 11.11 红包
机加工后工件带有微小毛刺需要去除,需要使用多种刀具加工,所以使用机器人搭配日本中西NAKANISHI自动换刀主轴NR3060-AQC
发布人
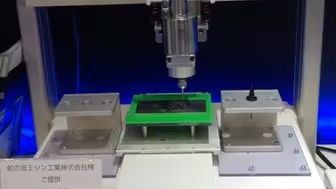
机加工后工件带有微小毛刺需要去除,需要使用多种刀具加工,所以使用机器人搭配日本中西NAKANISHI自动换刀主轴NR3060-AQC来进行加工。用的是机器人夹持工件,主轴固定的方式来加工。这款主轴搭配大扭矩马达可良好满足去毛刺需求,或搭配6万转马达,利用高转速达到高光洁度的效果。
打开封面
下载高清视频
观看高清视频
视频下载器
日本NAKANISHI中西E3000系列快速手动换刀高速电主轴NRR3060-QC
户外网钢件去毛刺使用NAKANISHI浮动主轴哪款型号呢?可使用60000转NAKANISHI浮动主轴NR-3060S,配上RBZ浮动,体积小,重量轻
日本NAKANISHI自动换刀主轴NR4040AQC,加装在机器人去毛刺机是如何换刀的呢?
圆孔倒角0.5mm,可用60000转的NAKANISHI高速主轴NR-3060S,配上RBZ浮动头,可加装在轻型机器人上,使用旋转锉倒角,达到加工效果。
RBZ浮动主轴有匹配自动换刀主轴的吗?当然有的,NAKANISHI自动换刀主轴常用于需要多种换刀的自动化去毛刺机上,RBZ浮动主轴推出了RBZ30-AQC浮动
日本NAKANISHI中西E3000系列手动快速换刀主轴NRR-3060
机器人去毛刺系统使用这款六万转主轴就够了使用这款大扭矩高速主轴,非常适用于去除微小毛刺。这款主轴转速高达六万转,精度1μm以内。搭配浮动,防止过切
高精密雕刻机使用六万转高精密主轴,自动换刀功能加工更加高效快捷
日本中西NAKANISHI高速主轴E4000系列,功率1200W,转速高达40000转/min,直径40mm,扭矩高达1N·m,主要用于去毛刺加工以及铣削加工,
可配多种刀具又节约成本全自动换刀主轴NR3060-AQC 加工零部件需要多种刀具时,想要节约工具成本,可使用可配备多种刀具的全自动换刀主轴
汽车离合器鼓轮长孔去毛刺用什么浮动主轴适合就用陶瓷轴承NAKANISHI浮动主轴NR-453E,更耐磨,再搭配RBZ浮动,在机器人上柔性去毛刺,提高孔表面光洁度
汽车零部件压铸铝多孔内、边缘去毛刺方案需要更换多种刀具,所以想要高效快捷,使用NAKANISHI去毛刺NR4040-AQC,节省换刀对刀时间,大大提高去除效率。
NAKANISHI分板机主轴在线式选型方案,在线式主轴如何选型?请看这里,首先由控制器、自动换刀主轴NR50-5100ATC、马达EM-3060及连接线组成
不锈钢倒角去毛刺用什么浮动主轴较合适?因需要多种刀具去毛刺,所以选用NAKANISHI自动换刀主轴较合适,节省换刀、对刀时间,快速去毛刺,
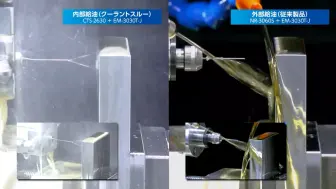
日本NAKANISHI中西中心出水深孔钻高速主轴与大扭矩钻孔主轴效率对比
日本NAKANISHI中西E3000系列一体式高速电主轴EMS-3060K
E4000自动换刀主轴NR4040-AQC搭配机器人给钢件去毛刺
机器人夹持大扭矩自动换刀主轴进行换刀速度演示
磁铁0.5mm孔径边缘倒角,使用60000转的浮动主轴NR-3060S进行加工,搭配RBZ浮动头,若是有想要性价比高的,也可以选择RBZ浮动主轴,更实惠
亚克力去除水口用什么高速主轴来切?使用6万转NAKANISHI高速主轴NR-3060S,配上铣刀就可以去除水口了,高转速、高精度切割,不刺手,切口平整。
60000转的快速换刀高速主轴NRR3060-QC是如何快速换刀的?
注塑件去毛刺容易过切怎么办?注塑件材质软,需要用6万转高转速、重量轻NAKANISHI浮动主轴进行去除,RBZ浮动主轴搭配机器人进行柔性去毛刺,避免过切现象
日本中西NAKANISHI高速主轴NR-3060S
日本NAKANISHI中西E3000系列弯头主轴RAX-271E可以应用在哪里?
NAKANISHI六万转高速主轴搭配R1球头铣刀粗加工高硬度模具钢
日本NAKANISHI中西E3000系列高速电主轴专用马达EM-3060
轮毂打磨抛光使用NAKANISHI自动换刀主轴加工效果好实现自动化加工,使用NAKANISHI自动换刀主轴节省换刀时间,不用对刀,搭配锐必克刷子打磨抛光效果好
机器人搭配中西NAKANISHI高速主轴可以进行哪些加工呢?
NAKANISHI快速换刀主轴NRR3060-QC铝件工件去毛刺
铝型材边缘毛刺毛刺厚度2mm,高度4mm,这款工件用大扭矩 0.6N.M的RBZ-40浮动主轴配上旋转锉进行去除,加装在机器人上,重量轻,节约成本,去除效率高。
PCB板全自动切割分板,50000转自动换刀主轴夹持力好PCB板全自动切割,常用50000转自动换刀主轴NR50-5100ATC RS,精度在1um以内
想知道机加工去毛刺是用哪款浮动主轴去除的吗?正是这款可以实现360°径向浮动和8毫米轴向浮动的RBZ浮动主轴。常与小型机器人搭配进行柔性去毛刺,稳定性好
压铸铝件槽内边缘毛刺及多处毛刺,可使用RBZ浮动自动换刀主轴.
钢件机加工后边缘毛刺使用大扭矩自动换刀高速主轴去除效果好钢件经过机加工后灰产生二次毛刺,不好去除?
想知道砂芯打磨是用什么工具加工的吗?可以使用NAKANISHI浮动主轴EM20-S6000,60000转/min,直径20mm,再搭配RBZ20浮动,可进行加工
钢件工件焊缝、焊渣去除,大扭矩RBZ浮动自动换刀主轴可去除
镁合金压铸件去毛刺用什么浮动主轴去除较好?因镁合金属于易爆材质,所以加工使用电动主轴存在隐患,就使用RBZ浮动气动锉刀,往复式加工,可以解决这个隐患。
机器人去毛刺一定要使用力反馈系统?这里建议的是采用浮动主轴去毛刺,主轴具有顺应性,在刀具和工件接触时是柔性的,在一定范围内补偿机器人轨迹,降低轨迹精度要求。
直径30mm的RBZ30浮动主轴可去除多大毛刺呢?
日本NAKANISHI中心出水高速主轴BMS-4040-CQL