V
主页
精孔已加工后, 侧边开料选择切削力小的动态侧刃加工,避免变形
发布人
-
打开封面
下载高清视频
观看高清视频
视频下载器
给波子来一台高速加工中心加工铝合金,动态加工让f值飞一会儿
运用动态加工策略,侧刃1毫米加工钢件爽到爆,铁销都黑色
搞了几天的活,终于开干,铝合金加工起来还是很亮哦
动态加工,不愧高效刀路威名
使用加工中心一次加工多个零件,应该如何出程序才不会被老板叼
沪漂10年加工中心老师傅,教你判断何时该更换开粗刀粒,避免损坏刀盘
波子加工遇见镗孔难题,孔不圆始终变形0.003毫米,头大了
切削状态平稳,切销泛白,负载不高,机床会散架?
有没有来帮忙的,2小伙子抬200斤工件到加工中心上面有点吃力
数控加工中心编程师傅,最怕思维僵化,形成固定模式,动态层切加工
第一次加工铝合金壳体零件,材料费7000多,多年老师傅都心虚
做机械加工,数控加工中心加工装夹比较难的活,该怎么办,
工艺安排好好的,加工中心车床2序搞定。可老板让车床干成精料,哎!
打孔飞面铣槽,玩4轴,玩5轴,同样是打工,工资满意就行
机械加工,时常会遇见不太好装夹的零件该怎么办?不合理安排操机师傅要骂人
机械加工,干活不倒角,客户手一划伤,尺寸多准都白搭
造刀杆,用的最贵的钢体材料,也是最硬的,58-60hrc,电渣LG模具钢,这个材料造出来的刀杆,性能可以超进口,这个内部阻尼器,没有用高比重合金,效果非常好。
编程师傅不仔细,10件活加工一天时时间全报废真该罚钱
侧刃驱动体怎么做,才是绝对四轴刀路呢?没有十年经验是不会的
机械加工公司里面做数控cnc加工中心的小师傅,最想干的活
数控加工中心闹脾气不配合工作,把操机师傅整懵逼,直接断它电源
上海松江的打工生活简简单单,数控加工中心编程工作每天都是加班。
数控cnc加工中心镗精孔注意事项,怎样才能更有效率保证公差并镗亮
波子数控加工经验分享,如何提高铝合金件的表面质量
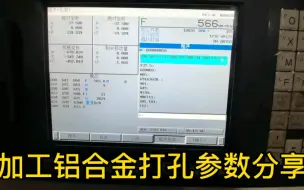
数控加工中心加工铝合金,打孔就一个字快和在快点
今天带兄弟们到佛山美的面试CNC师傅。
工厂最靓刀路,不服任何一刀流,
做数控要想工资高,不能只会按绿键,机床面板的功能区域以及按键操作都要懂
第二季波子数控加工中心经验分享,快速的去除加工残料还不伤铣刀
数控加工切削模式无非二种,轻切快跑,重切慢跑,效率不能变
数控编程加工一个竹子
搞机械加工,光洁度全靠打磨机,又不是造飞机,能跑多快跑多快
不怕技术不够,就怕没人骂。不怕丢脸,最终会捡起来
数控加工过万工资很稀奇吗?挣开眼睛看看这行业的变化
做数控加工中心常遇见异形件,不太好装夹,多动脑利用已有条件
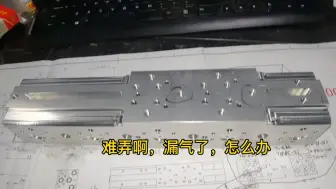
零件厚度1.2毫米,太薄如果用虎钳,如果用虎钳夹持加工,大哥操作工装夹力度不好控制。根本没办法保证厚度,这时设计一个小型真空负压吸盘加工就非常合适了。
加工中心做同样的工件,不同材料,加工方法不一样,合理安排省时间省料省钱
加工中心老师傅告诉你,不要怂,转速毛起打,光金属表面,效果忒好
瑞士车床
难整的铝合金机器人盖子,好费时间,有高速机就好啰,F值干它1W