V
主页
机械加工,干活不倒角,客户手一划伤,尺寸多准都白搭
发布人
-
打开封面
下载高清视频
观看高清视频
视频下载器
动态加工45钢,12毫米钨钢刀,s3500F值2600Ae0.8
半路出家加工中心编程师傅技术太菜,做高难度壳体活只能硬头皮上
搞了几天的活,终于开干,铝合金加工起来还是很亮哦
爬曲面加工,中间怎么有条线,什么鬼,
加工中心编程师傅一个小时把这工件编出程序,能拿多少工资
运用动态加工策略,侧刃1毫米加工钢件爽到爆,铁销都黑色
波子加工遇见镗孔难题,孔不圆始终变形0.003毫米,头大了
编程师傅不仔细,10件活加工一天时时间全报废真该罚钱
只要老板说马上上机加工,就能上的师傅,就是好的程序员
切削状态平稳,切销泛白,负载不高,机床会散架?
刀路还是有瑕疵停顿了,低速机可以,高速机不行
数控加工中心镗孔,需要了解提高孔质量的思路,涨工资就靠它
波子早上被告知加工中心大面刀撞机了,老板装夹工件把机床撞歪
数控cnc加工中心镗孔好用镗刀多深的孔都能镗还不振刀,加工效率高
放假回来上班2天了,还没有进去工作状态,一天才搞一张图
老师傅被难住了,怎么干都干不快,到底用什么加工工艺好啊
简单工件就能体现加工中心编程师傅是不是老手。您是这样做的吗?
数控机械加工这条路很难,细微的参数改变,就能让您干活变轻松
数控机械加工,软件编程玩的花哨也顶不住,国内价格战降低质量
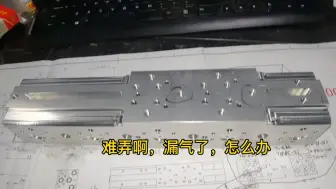
第一次加工铝合金壳体零件,材料费7000多,多年老师傅都心虚
数控加工中心编程师傅,最怕思维僵化,形成固定模式,动态层切加工
万能动态加工,使用不好刀具成本几何倍数上升,没有那个编程师傅能抗住刀具损耗。
我要空跑摸鱼,千万别被逮住
数控加工中心调机师傅,装错方向了,怎么办,料没多的啊
感觉不太对,记录下刀片,加工参数,看看能换刀片不,节约成本
波仔分享45钢打孔攻牙效率翻倍参数,月入过万并不远
这么小工件,要求还高,还上3坐标测量,按图加工没得商量,头都大了
不会这技能,别说自己干机械加工,丢人
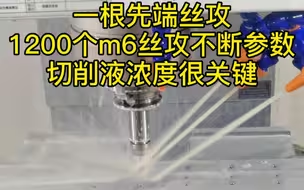
45钢m6攻牙快与慢,自己判断,不解释,切削液浓度很重要
精孔已加工后, 侧边开料选择切削力小的动态侧刃加工,避免变形
机械加工知识经验分享,薄壁铝合金件如何避免减少弹刀。
数控新手还在手搓宏程序,老师傅直接使用工具!
波子数控加工经验分享,如何提高铝合金件的表面质量
上海松江的打工生活简简单单,数控加工中心编程工作每天都是加班。
机械加工厂打工10多年,炼就的双手可卡0.01毫米
有没有来帮忙的,2小伙子抬200斤工件到加工中心上面有点吃力
数控加工切削模式无非二种,轻切快跑,重切慢跑,效率不能变
不靠谱的展会,这么小的机床可以用28钻头打45钢,功m24牙
还是做铝合金舒服,打洞快。效率高,还不怕断
请叫我数控加工中心对刀棒专业生产工艺师