V
主页
之前车床的Φ32深188的孔件,加工中心精加工进行中
发布人
-
打开封面
下载高清视频
观看高清视频
视频下载器
燕尾槽①工件车床加工,稍后大一号的②工件
有老铁说我们这机械车间有点假😂
快过年了,有的兄弟回老家了,今天两台机床又赚到了😁
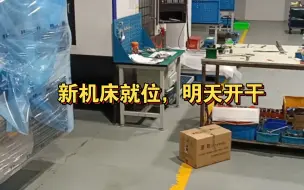
新机床开干,机床没问题,东西却干不出来东,时间都去哪儿了
老铁今年干机加工的是不是都要疯了
精加工调了一晚上报废了,好心累💔
机加工遇到这样可爱的检验员,你会咋整,反正我们是认怂了,毕竟怂习惯了
干就完了,车床0.2光洁度一样稳妥妥地
车床日常啃骨头
车床又要挑战极限了(夹持力道)(附半个图纸如有不妥立刻删掉)
车床G54/G55两序精加工同步嘎起来
燕尾槽②工件
应B站老铁的要求,今天录了个我的对刀视频
搞机加工有时候真的就是在搞手工绣花,细致入微战战兢兢
得前几天学徒调机搞的那个不锈钢环被客户打回来了😅
吸盘这玩意说实话不是很喜欢(总感觉一个不小心就飞了😂),但有时候精加工还是挺好用的
交期紧张,一再压缩工时,真的能做好质量嘛🙄
老铁来给看看这个玩意是车床的活吗,不能因为它是圆的就非上车床吧
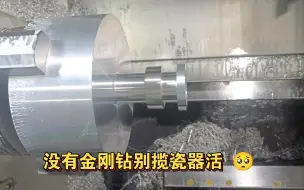
Φ32*180深孔 ,普通孔刀加工1.6这不是难为人嘛,老六地很
0.5刀要我磨成0.3用,你要上天嘛
周末加班竟是擦屁股的活,这班不加也罢
每个加工中心操机仔都该掌握的偏门但很考验技术的操作(我猜的😂)
是真是假都是兄弟们一起搞出来的(不喜勿喷,这个视频有点出卖兄弟了😂)
向B站老铁们讨教个问题,你们车铝材料,一搬切削参数多少(夹3MM,Φ120*50的6061进口材料)
车床盘爪加工工件
这是一个没有收获的8小时😂
6MM*Φ252MM平面度要求0.05以内,老规矩盘它
1.2米*2米龙门这两天忙坏了
这两天做了个大胆创新的工艺,如果成功以后就照猫画虎了
这个扳手有点黑,机加工十年了至今不知道什么原理
G76和G92车同一个螺纹为啥有毛病,有老铁试过没有,什么原因
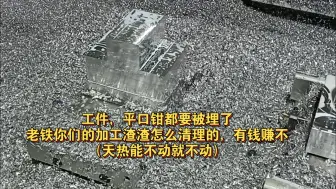
天气太热了操机仔的日常就①个字懒,懒得动,懒得挣钱😅
今年的两台新机床已经安排好了
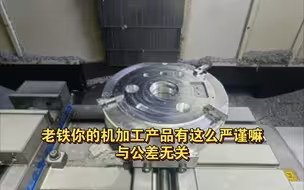
小小工件要求不小(平面度0.012 光洁度0.08 公差0.02)
我真的是做机加工吗?存疑😃
这个大厂家的新车床,操机第三天把护板给车了
工件不大 加工时间不小
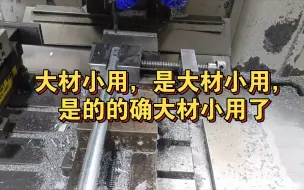
今天当真是干了个粗活,师傅说大材小用了
齿顶宽0.16±0.05,齿高0.8±0.1齿距1.6±0.05这是什么鬼东西齿
这么个316材料车燕尾槽真心遭不住