V
主页
燕尾槽①工件车床加工,稍后大一号的②工件
发布人
-
打开封面
下载高清视频
观看高清视频
视频下载器
工件不大 加工时间不小
这么个316材料车燕尾槽真心遭不住
打了个样,成了;批量,走起来
一年一次的报废,今年比往年来的更早些
干就完了,车床0.2光洁度一样稳妥妥地
搞机加工的紧急催货是有多疯狂,,,
车床G54/G55两序精加工同步嘎起来
是真是假都是兄弟们一起搞出来的(不喜勿喷,这个视频有点出卖兄弟了😂)
搞机加工不是搞研究,死磕没必要,套路多的是,灵活运用才是王道
之前车床的Φ32深188的孔件,加工中心精加工进行中
小小工件要求不小(平面度0.012 光洁度0.08 公差0.02)
应B站老铁的要求,今天录了个我的对刀视频
上班摸鱼的日子突然就来了
活简单,工艺更简单,就是拆了的四轴和夹具收拾起来费劲
请教一下搞机加工老铁,你们做这种批量小件怎么从铁渣里面捡工件的?
向B站老铁们讨教个问题,你们车铝材料,一搬切削参数多少(夹3MM,Φ120*50的6061进口材料)
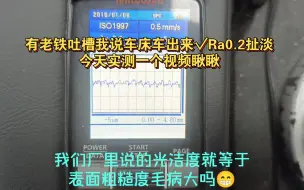
车床加工表面 表面粗糙度√Ra0.2实测(下一个视频磨床0.2实测)
有老铁说我们这机械车间有点假😂
车工日常:五天一大修,三天一小修,习惯就好
上周做了个这个玩意,加工中心的兄弟很给力6个一个没有报废👍绝对值得赞一个
机加工,夹缝中生存的你我
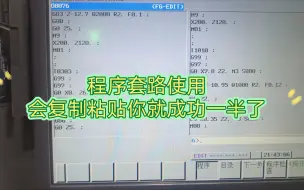
车床学徒或者小白可以进来参考一下套路,老师傅请绕道。(这是一个关于程序框架套路使用的视频)
得,孔距±0.01超差了,问题还在研究中哪里问题究竟
龙门啃小骨头,塞牙缝嘛,有塞牙缝的好处😁
新的工艺打样通过了,开始造起来
这两天开始搞新机床,很可能要摆脱车床的魔爪了
老铁今年干机加工的是不是都要疯了
这个大厂家的新车床,操机第三天把护板给车了
机加工遇到这样可爱的检验员,你会咋整,反正我们是认怂了,毕竟怂习惯了
这算撞机嘛,hh,,算不算就都不告诉老板了,免得他心疼新机床
晚班散图继续搞起来
车床日常啃骨头
车工日常
有效的工艺才能车正反平行度0.013的产品
这是一个没有收获的8小时😂
搞机加工有时候真的就是在搞手工绣花,细致入微战战兢兢
这里车床只是为加工中心解决疑难杂症和反复修夹伤和毛刺划伤😓
都说搞机加工卷,那我们这咋说?
有肉吃了,足够塞牙缝的可还行
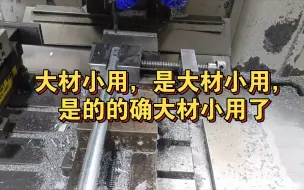
今天当真是干了个粗活,师傅说大材小用了