V
主页
松下伺服修改刚性
发布人
-
打开封面
下载高清视频
观看高清视频
视频下载器
松下脉冲伺服通过设置参数进行转矩限制控制
松下总线伺服碰极限停止方式
欧姆龙上位配松下伺服PDO条目中不能包含6072
对于低转速高惯量的设备增加减速机后,对转速、转矩、惯量的影响#松下伺服#伺服电机
松下总线伺服X4端子常用输入输出引脚功能码
第十六期:接线及参数设置—PLC脉冲差分输出口接松下伺服高速脉冲输入口#松下伺服#参数设置#接线#脉冲伺服#工业自动化#非标自动化
松下脉冲伺服在全闭环模式下设置电子齿轮比
松下伺服通过修改参数解决垂直轴停止状态下断使能机构下滑现象
松下总线伺服A6BE/BF设置电机转一圈的指令脉冲数
第六十五期:松下伺服X4端子独立的数字输出接线
松下A6B总线旋转伺服修改电机一圈脉冲数
第三十六期:参数设置—总线伺服A6BF全闭环模式下设置电子齿轮比#松下伺服#参数设置#EtherCAT伺服#工业自动化
第六十二期:给松下伺服驱动器接入急停信号
第五十六期:报警解析—松下伺服报警24.0位置偏差过大可能发生的原因
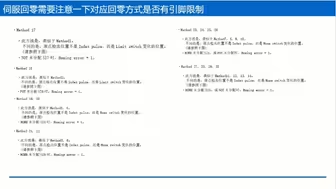
松下总线伺服回零失败或者碰极限不停止情况
松下200V伺服电机抱闸刹车电流
第六十四期:松下伺服X4端子数字输入支持NPN和PNP接法
松下总线伺服在回零模式下回零极限和原点信号引脚分配问题
第五十五期:报警解析—松下伺服报警26.0过速度可能发生的原因
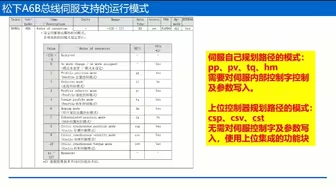
EtherCat总线伺服控制模式
第十五期:接线及参数设置—PLC脉冲差分输出口接松下伺服低速脉冲输入口#松下伺服#参数设置#接线#脉冲伺服#工业自动化#非标自动化
松下A6脉冲伺服半闭环控制电子齿轮比设置
松下总线伺服通过面板拨码开关设置节点
第二十三期:报警解析—40.0报警关于绝对值模式下电池提供给编码器电源电压过低#松下伺服#报警解析#伺服电机#工控#接线#非标自动化
松下脉冲伺服参数导入导出
第三十四期:软件使用—松下PANTERM软件对对象编辑器参数导入#松下伺服#伺服电机#软件使用#工业自动化#工控
第五十七期:报警解析—松下伺服报警38.0和38.1限位信号被触发可能原因
松下脉冲伺服设置参数改变正方向
松下伺服调试软件安装失败解读
松下A6总线伺服X4端子数字输入输出引脚定义及功能码参数
松下脉冲伺服直接设置电机一圈脉冲数
松下脉冲伺服上电自动上使能
第五十一期:软件使用—工程师口中的松下伺服参数及对象编辑器参数在伺服调试软件中的位置
松下伺服电机刹车未打开的原因分析
第九期:调试—松下伺服在自整下当工艺速度下稳定运行的时候建议关闭自整定,即PR0.02设置为0
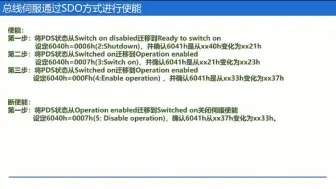
松下总线伺服通过SDO进行使能控制
上位控制对松下总线伺服修改参数后进行EEP写入
第四十五期:官网访问—松下全系列伺服3D模型下载通道及演示
松下总线伺服上位组态中需要手动打开DC同步模式
松下伺服X2引脚定义及Modbus通信参数设置