V
主页
京东 11.11 红包
怎么看刀片盒子,线速度Vc,ap,Fn怎么看,有什么影响。
发布人
-
打开封面
下载高清视频
观看高清视频
视频下载器
线速度不是进给速度。不要喷我
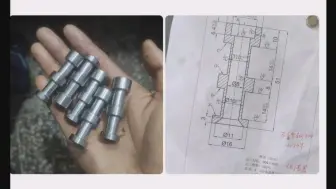
12/件,20件,304管接头加工。
第二课,讲切槽,切断,不喜欢的,拉黑我,不要下面留言喷我,产品稳定干出来了,厂家书也是这样说
大家有空的试试,看下是不是绝大部分机,都可以干,希望大家评论区留言结果,我是A2-6主轴,8寸卡盘,转速,材料直径,吃刀走刀,刀片槽型,程序里面都有。
U钻小技巧,还有切断碎屑视频,一个是调制45#,一个是铝合金,G1插,碎屑,
功率小的机床,或者小轴用开槽刀片,切削力小,不易弯曲
U钻打孔碎渣,参数比内冷重要,U可以大大提高加工效率,碎渣安全加工,铁屑也不占空间
偷烂懒,30件,干亏了,好像是报的6.5/件,来料加工。
許氏机械式设计,客户实战,1cr18ni9ti 单边1.85 F0.3 25的杆,满足客户要求,个性化定制刀头,上wnmg080408刀头,实现6刀尖可用。
60度螺纹车削深度,到底怎么算,和你用的刀片有关系,刀片不一样,车的不一样
YBC203刀片真的好用,国货之光
外圆外槽刀杆一样重要
这个25贵吗?,304不锈钢,165x110,41件,干掉了6块桃形,1块切断刀片,看我干的块,又来一批,还要砍我的价,要给我20,本来就报便宜了,还这样……
8.0毛胚直径304,碎屑加工,粗精都断屑,稳定0.01公差,
我已知的最强不锈钢刀片,看了宣传片,羡慕几年了,机缘巧合之下,买回来试试。山特维克2220。
国产刀片站起来,株洲钻石,不负党的希望,:线速度280,45号钢,ap2,f0.25,不比进口刀片差,价格便宜一半,中国制造,加油。
刀片评测,车削新标杆,瓦尔特金虎,超国内刀片10年,强的没有对手,太可怕了,以前编程技巧。
管他几个,一刀过,调制42crmo,320hb,线速度150米,F0.25,铁屑都不变色
成功利用二代25杆装的小阻尼器,造出大一号刀杆,这一代有阻尼油,O型圈,目前面条杆,精车还行,粗车不行,表示着减震技术已经掌握,不是高仿山特,又是一种结构
这是一台老普车,大连6150车的(不是我本人车),材料p20,一个模具老师傅车的,漂亮,用的5元/片的刀片
8块钱一个,304L材料,15块钱的刀片,做出来50块钱刀片的效果,分享一下经验。
干了2年多了,机器精度,还可以,有人觉得我参数暴力,会干丢机器精度,机器就是用来干的,不要把他当宝贝。。
D25x7D,钢柄加长,精调阻尼版本,超倍测试,达到甚至说超越瑞典MAQ 25x7的减振性能,他宣传是最大是9倍,我这个工况合理,参数合理,可以干10倍。
D24X295 调制轴加工
车的很漂亮一个钢件。
光洁度还可以,节前最后一个视频,
程序,机床刀路,还有讲解,不知道能不能听懂
Q235(A3钢,没有热处理,株洲钻石刀片)
一分钟,教你学会垂美四边形定理
2205不锈钢薄壁件车削。
平底孔,G72斜进粗车
大孔这样平底,效率高,刀片寿命好
使用顶级模具钢材料,造菜刀,线割拉片,成本爆炸,只能自用。
换了小米14,发个分段加工,小件不锈钢吧。
十年一往无前
广数980系统攻丝指令,格式,一个朋友问我,我就随便给他演示下,顺便分享下
开宽槽,正反刀G71二型+宏程序,快速简易编程,不跑空刀 方便调整 。
2处偏心,偏心轴车削
国产刀片VS进口刀杆,第二期,台湾益诠VS淘宝水货,效果被威迪亚按在地上摩擦。
很有用的车削技术,推荐收藏