V
主页
京东 11.11 红包
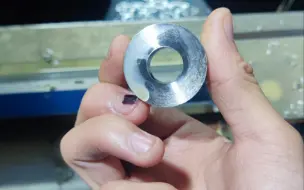
这是一台老普车,大连6150车的(不是我本人车),材料p20,一个模具老师傅车的,漂亮,用的5元/片的刀片
发布人
-
打开封面
下载高清视频
观看高清视频
视频下载器
一般的师傅,还车不了,只会棒料切断车,车成型爪子,希望给B友面,一点借鉴作用
切削力大,选择C型刀片,W型不行。
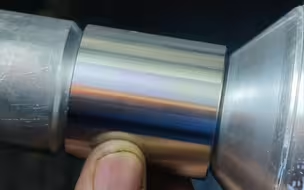
国产刀片站起来,株洲钻石,不负党的希望,:线速度280,45号钢,ap2,f0.25,不比进口刀片差,价格便宜一半,中国制造,加油。
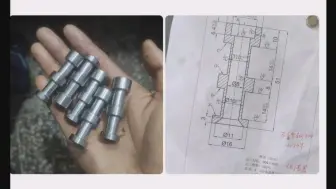
大家有空的试试,看下是不是绝大部分机,都可以干,希望大家评论区留言结果,我是A2-6主轴,8寸卡盘,转速,材料直径,吃刀走刀,刀片槽型,程序里面都有。
精车余量真的不是越少越好,我这是不锈钢,F0.09进给,R0.4刀尖,照样碎的很,单边40丝,端面40丝
株洲钻石的良心刀片,打击克洛伊 45粗45号 横转速1000转,0.15进给,G1插
这个25贵吗?,304不锈钢,165x110,41件,干掉了6块桃形,1块切断刀片,看我干的块,又来一批,还要砍我的价,要给我20,本来就报便宜了,还这样……
210小车床可以做很多零件 把你的想法变成现实
天天说安全第一,慢一点,慢了你又说慢了,说做不了,你说别人厂能做,材料又舍不得材料,要车单边6,7个下去,提桶跑路快了。
可能是你见过的,最快的304切断
316L法兰盘车削,435外圆,厚度16,断续加工,用C型刀片的4个副角,干通的,确实好用
304精车碎屑,F0.08进给,单边15丝,再也不怕刮花零件表面报废。
精车批量,条件满足,用不开槽的金属陶瓷,车100件,磨损1个丝样子
Pom精车慢走刀,也不缠绕
2顶精车不锈钢管,如果让顶尖不跳。
硬车,刀片还可以的话,不会像网红视频那样,火花四溅。
8块钱一个,304L材料,15块钱的刀片,做出来50块钱刀片的效果,分享一下经验。
奇葩车削,可能是B站最软车削,比优力胶还软,不是所有的圆的,都要给车床干。
顶出斜滑块
车削偏心件,最好是第一刀低速拉圆,可以大大提高刀具寿命,包括车削304不锈钢6方等,原理一样。
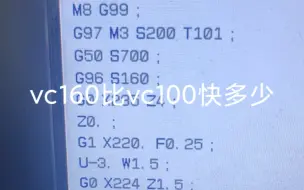
VC160比VC100,快多少?只改了外圆的VC,380秒比894秒,2.35:1,一个刀尖车8件左右,vc160,vc100车很多件,你们怎么选
内径杠杆表,怎么量的更准,我的经验(我师傅也是这样教我的)
这种应该下实心棒料 直接打大钻头,下管料,锯断,工艺不对
8.0毛胚直径304,碎屑加工,粗精都断屑,稳定0.01公差,
D25X6倍,上CNMG 双面负角刀片,进行粗车。
车床卡盘
9到8.99,车削55长,伸出58长,304不锈钢,精车2200转,0.08
平底孔,G72斜进粗车
又来2根,附带打表自检视频,基本公差达到了同心0.012
刀杆测试来了,二代失败,继续研发,三代。
老车工是否都已经退休,数控是否必然替代普车?有没有一种普车,无需3年只需要3分钟就可学会车螺纹。没错,就是它(ಡωಡ) 摆脱换挂轮之烦恼,完美替代电子挂轮车床。
材料下的非常斜,先用正抓车一个夹位,然后在加工,安全第一,这样就不会飞
当切削参数突破了,打开了一扇新的大门,打破了我们以往的认知,304不锈钢加工
干焊疤,同牌号刀片,出现了卖家秀和买家秀效果,我也很无奈,
螺纹车的还行
买白蜡木,自制台球杆,打个长台低杆,看下杆子性能。
50粗45#切断,发个库存,4毫米刀片,F0.12,G50S1100,G96S75,新刀片上去就是这个效果,大家去试下效果
超高速钢件车销,刀片测试。
最近几天干的活,我切断屑G1插,水有点大,没拍
5.5粗,总长39.6 屁股台阶4毫米长,调制45#,诀窍就是G71开粗到12毫米,然后我粗车刀,一刀从12干到5.75在精车一刀 这样粗车刀寿命好,精车稳定