V
主页
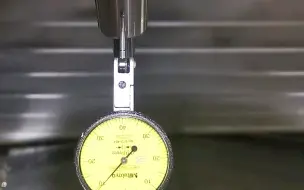
维修后主轴检测精度之同心度
发布人
-
打开封面
下载高清视频
观看高清视频
视频下载器
斜顶装镶件里整体精加工,顺滑。
单个加工,操机师傅头大了。
加工铜,内圆弧面R角有震纹。
3度的斜边,加工出来底部也有横纹。
自制加长垫块,扩大镗刀加工范围。
主轴维修报价
拆骨位电极做整体是否合理?
模具行位,尝试不同装夹。
精雕机加工直身面振刀纹明显
机上配行位锁口,减少钳工合模
好工艺配好刀具,是加工的第一要素。
头疼,又一件材料报废
圆分中,又偏心了
维修主轴
为了加工骨位,中间镶件被垫高,不知道稳不稳。
师傅下班吃饭了,机器正常运行。
模具铲机是线割好还是CNC加工好?
深度过切了!
小刀雕模具,弹刀了。
单线加工胶圈槽,侧面很粗糙。
弹刀后续,通过修改图形,匹配分型线,重新加工,完美解决。
这样能吸稳吗?
论接刀的重要性。
自动润滑系统
牛角潜胶口一体电极
主轴预热程序
精雕机加工拐角减速太明显了。
老机主轴精度
CNC加工 精雕机因气压不稳定,换刀过程主轴卡在刀盘上了。
如果每个工件加工成这样,客户应该会很满意。
球刀底部磨损厉害
主轴维修回来了。
加工胶板舒服
抗震刀杆加持,普通机还能再战几年。
弹刀了,是下机还是不下机?这是一个问题。
维修后主轴检测精度之垂直度
彩虹🌈出来了
分拆护罩,为师傅点赞!
镗孔
定型夹具