V
主页
彩虹🌈出来了
发布人
-
打开封面
下载高清视频
观看高清视频
视频下载器
开粗时工件动了,报废,直接损失7K
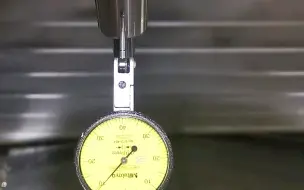
圆分中,又偏心了
师傅不想拆磁盘,于是变这样了。
3度的斜边,加工出来底部也有横纹。
自制加长垫块,扩大镗刀加工范围。
老机主轴精度
斜顶装镶件里整体精加工,顺滑。
如果每个工件加工成这样,客户应该会很满意。
论接刀的重要性。
这种类型三轴奈何不了。
等高螺旋加工,3轴联动有圈纹。
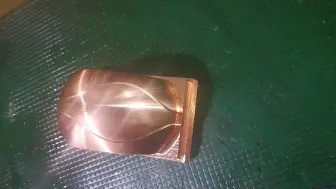
牛角潜胶口一体电极
为了加工骨位,中间镶件被垫高,不知道稳不稳。
头疼,又一件材料报废
精雕机一万转加工刀纹还是不错的。
精雕机加工拐角减速太明显了。
这样能吸稳吗?
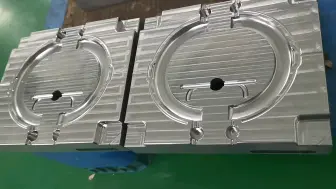
模具行位,尝试不同装夹。
加工胶板舒服
这是什么情况?领导说是手工敲出来的?
一晚的成果,感觉付电费都难了。
深度差0.03mm不合格,返工ing
报废重新换料,师傅提心吊胆的干完了。
热处理后加工效果
满仓
师傅下班吃饭了,机器正常运行。
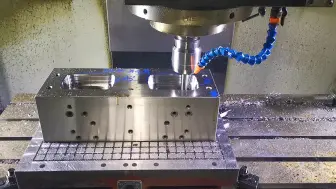
机上配行位锁口,减少钳工合模
模具烧焊
拆骨位电极做整体是否合理?
圆鼻刀光平面确实比平刀好
开电火花兄弟觉得工资低辞了,大家觉得这工资是否要离职?
做机加工,真的离不开焊武帝。
师傅说讨厌干这种,侧面装夹清角。
小刀雕模具,弹刀了。
CNC加工 精雕机因气压不稳定,换刀过程主轴卡在刀盘上了。
主轴预热程序
CNC加工 师傅示范以百分表寻圆中心。
CNC加工 低转速加上硬料。
需要三面加工的电极
维修后主轴检测精度之同心度