V
主页
虎钳装夹垂直度太大 怎么搞 我用中华神棍解决了
发布人
虎钳装夹垂直度太大 怎么搞 用一根中华神棍解决
打开封面
下载高清视频
观看高清视频
视频下载器
腔体类薄壁件等虎钳加工减少变形之操作 铣夹位与松虎钳
球刀刻字光顺丝滑 尖刀刻字小字还是不错
法兰克三菱还有新代系统四轴坐标转换宏 ,去它的找差值偏软件
第二序直接粘胶加工 不要纠结 有没有更屌的方法呢?
CAD导入后转3D
四轴桥板用一个坐标加工多面,产品不在回转中心,用软件偏置差值的加工方法(共有3种方法 今天说第二个)
三爪卡盘 活爪加工
编程全流程
VT里面cycle800没反应,还要设置下即可,刚好碰到启动VT卡着画面了
G52局部坐标加上M198配合使用 爽歪歪,文件过大 又不想在线跑 想排版编程 又只出了一个程式 怎么办 又不想M98 那么这个搭配可以试试
固定对刀点对刀,看到还有人每换一个产品 刀具又重新对刀,所以
VT四轴桥板坐标转换宏设置方法
镗孔后装一个内径百分表测量 ,分享内径百分表安装使用方法
4轴旋转角度如何从90度到270度(或—90)避开底部绕一圈?除了手动增加一个角度还有没别的方法?
四周打烊爽活又来了
四轴加工 直接四轴铣个定位做了 省的打跳动
对刀
加工模板程式视图不显示设置
单刃螺纹铣刀铣 圆柱管螺纹(即G1/2螺纹 BSP螺纹)
七夕了 落单了 一个人自己玩
【靖节哥哥】视频加载中,速速查收惊喜!
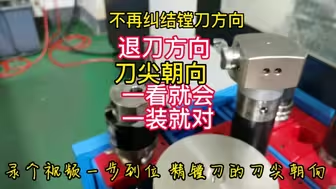
不再纠结镗刀装刀方向 刀尖朝向 一看就会 一装就对
法兰克 三菱 新代 四轴桥板宏都有[呲牙]即一个坐标加工多面 无需再去计算差值 刀尖跟随
如何避免摇反方向?永远假设刀具相对于静止的工件而运动
分中对刀跟三轴一样,一个坐标加工多面 去它的找差值
四轴加工中心产品坐标不在回转中心,如何在软件里面偏置差值,从而实现联动或一个坐标加工多面,今天不用坐标转换宏
加工留筋 不落料加工方法 打样常用
加工中途更换刀粒刀具
圆销与菱形销定位 符合6点定位原则 长轴与两销钉连线成90度。 快压工装 欢迎互相交流提升
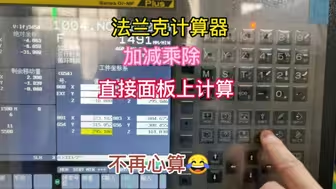
法兰克面板 计算器使用方法 分中不用再掏手机计算器了
法兰克机床程式导出到CF卡里,即机床程式输出到卡里面
四轴定轴加工坐标系创建方法之 局部—使用主MCS
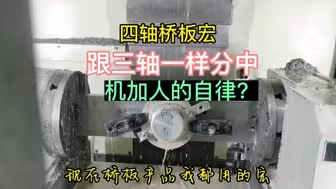
机加人的自律是啥?四轴产品跟三轴一样分中(一个坐标加工多面用宏)
写参数被锁解决方法
把爱留在四轴桥板,自定义调用宏名称,四轴桥板散件多干的特别爽,一直干一直爽
机床上测量刀具直径方法
UG12.0进入加工模块提示工具条错误,不卸载软件不改变量先用着
分享固定轴铣螺纹方法 RC螺纹 变距螺纹完美适用
刀棒定位分享下
先上个简易互换小工 省去反倒角