V
主页
8D不振,和内冷,早以攻克,目前目标是高刚性,用wnmg,超级钢材,造的不知道怎么样,150/kg,硬质合金价格的50%了,热处理到58hrc精加工,成本爆炸。
发布人
-
打开封面
下载高清视频
观看高清视频
视频下载器
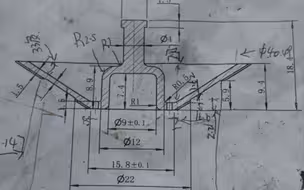
很讨厌这个小东西,拿不稳,切断下来找不到,图纸50件,少说要车60件
造刀杆,用的最贵的钢体材料,也是最硬的,58-60hrc,电渣LG模具钢,这个材料造出来的刀杆,性能可以超进口,这个内部阻尼器,没有用高比重合金,效果非常好。
刀杆其实有很多实战案例,只是我一直没有发而已。这个40x10D,加工薄壁件,刀杆还出来了350,孔直径130,总有人说我车的太短了,还有ccmt振不振。2个案例
检测刀杆,机床刚性最简单的方法,看开粗304不锈钢振刀不振刀。
硬车对机器刚性的要求很高,材料是cr12mov 58-60hrc,DC08角,参数很温柔,改刀补或者程序车0.1毫米,实际只能车去0.04毫米。
刀杆测试来了,二代失败,继续研发,三代。
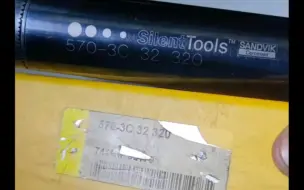
40x7D,内置钨合金自谐调阻尼器,超强刚性,山特最新宣传片,7D还是用的DCMT11T308,直径150,我这个直径123,但是我是wnmg080408。
20X8D,目前已经量产,回报粉丝,600/根,不包邮 ,不带头,不带内出水。
伸出50毫米,车削47.3长,稳定0.02,304不锈钢,8毫米毛胚,精车0.08进给,随意光刀不振
50x12钢柄阻尼刀杆,面世存活了,几个小时,测试了多种切削参数,单边0.05-2.0,刀尖08,04切换,转速200-1000转,这期是大成本制作。刀杆挂了
老外的刀杆,不知道什么材料,就是不振,4140钢?
25x10D,成功了,25这个规格还是难度大的,国内众多厂家,都是用的合金柄,25粗的10D 和32粗的10D,刚性是完全不一样的。。
50粗45#切断,发个库存,4毫米刀片,F0.12,G50S1100,G96S75,新刀片上去就是这个效果,大家去试下效果
许氏高刚性阻尼减震刀杆搭配德威克高刚性硬轨数控车,可以实现对高硬度,进行高效加工,实现以车代磨,试加工直径63,材料硬度hrc52,刀片京瓷kbn25M,
32 出来8D不振 内置阻尼器。
許氏机械式设计,客户实战,1cr18ni9ti 单边1.85 F0.3 25的杆,满足客户要求,个性化定制刀头,上wnmg080408刀头,实现6刀尖可用。
5张全部可以车出来的,去大城市工资1w+起步
第三代 伸出175毫米 25 7倍 R0.8刀尖 ,单边2毫米 F0.2。
刀杆好,刀座也要好,不然还是振刀。都怀疑自己是假货。山特也会下压的,不过他很稳,车的过程中,不会下压越来越大,和国产的用起来,体验差距还是挺大的。刀座非常重要!
内孔端面怎么容易车光
使用顶级模具钢材料,造菜刀,线割拉片,成本爆炸,只能自用。
没想到粗糙度这么高,不测不知道,一测吓一跳,以后看到不锈钢,批量车加工粗糙度0.8,可以放心大胆的上了。粗糙度仪是北京凯达的。tr200
整体壁厚1.5毫米不到,成品0.092kg,大家评论区说说干法,正常下期视频,出加工方法。材料Q235
2顶精车不锈钢管,如果让顶尖不跳。
研发的路,不可能是一番风顺,失败的多。最大的不足,是资本不够。
买白蜡木,自制台球杆,打个长台低杆,看下杆子性能。
精车余量真的不是越少越好,我这是不锈钢,F0.09进给,R0.4刀尖,照样碎的很,单边40丝,端面40丝
2处偏心,偏心轴车削
老外做事效率真高,一天顶我们4天,拿50,60欧元/小时我认为合金,中村留真刚性,之前询价了了一次,视频中这个300型的,二手都要100w+
跳动10-20丝,调制40cr,50车到20,毛胚弯了,走刀0.3到0.33,线速度100米,单边1.6,第一刀有点狠
可能是你见过的,最快的304切断
g78螺纹指令,可以大幅度调高刀具寿命,50%+
12/件,20件,304管接头加工。
304精车碎屑,F0.08进给,单边15丝,再也不怕刮花零件表面报废。
2个月来,最挣钱的一张图纸,好顶尖直接影响效率车轴效率。
201不锈钢,销轴车削加工。
2205不锈钢薄壁件车削。
医疗配件,316L接头加工
感谢B友发来的大单。成本和加工视频。
真实工厂,小批量自动加工,不要被进口视频迷惑了