V
主页
用EXCEl一步步完成分析用平均值与极差控制图—统计过程控制理解
发布人
用EXCEl一步步完成分析用平均值与极差控制图—统计过程控制理解
打开封面
下载高清视频
观看高清视频
视频下载器
023一步步教你用excel完成计量型量具的R&R分析—MSA理解
024一步步教你用excel完成计数型量具的有效性错误率分析—MSA理解
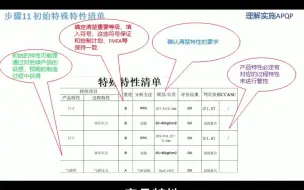
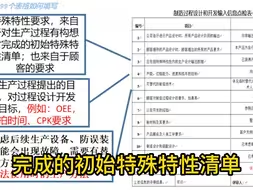
一步步完成APQP记录,步骤11 初始特殊特性清单—APQP
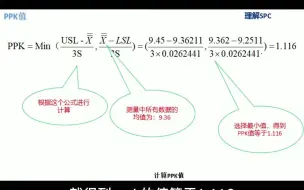
PPK和CPK计算方法的例子—IATF16949理解
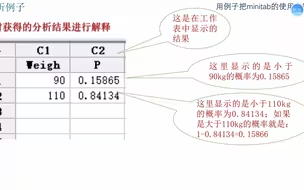
读书的例子来理解PPK和CPK (SPC统计过程控制)
读懂MSA手册中计量可重复性GRR分析结果-MSA的理解
读懂MSA手册中Kappa分析的结果—MSA的理解
PPK CPK计算方法的例子(统计过程控制SPC)
图表:两个p控制图比较:用例子把Minitab的使用变简单
CMK、PPK、CPK、SPC、MSA、GRR一次简单的说明白各是什么
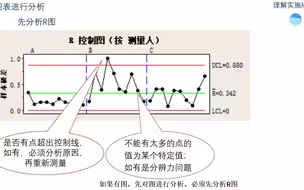
理解SPC的基础,一组数据是如何被分析的—SPC
一步步完成APQP记录,步骤1 成立项目小组
概率分布:计算具体值的概率(正态分布):用Minitab实现6σ分析
如何编制现场作业指导书—IATF16949理解
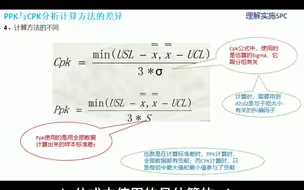
PPK,CPK计算方法的差异(SPC理解)
测量系统分析:判定偏倚是否具备线性特性,用Minitab实现
001 CP第一版的理解—CP 第一版
028 不合格品的控制—一步步完成ISO9001认证所需的资料
007 分析内外部环境以及相关方的需求—一步步完成ISO9001认证所需的资料
一步步完成APQP记录,步骤2 项目可行性评估
009 1.7 控制计划对返工和返修过程的要求—CP 第一版
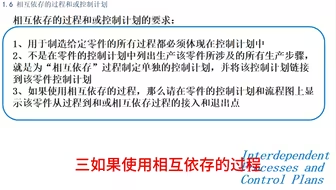
008 1.6 相互依存的过程和或控制计划—CP 第一版
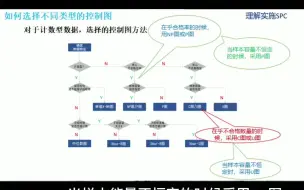
如何选择不同类型的控制图—SPC
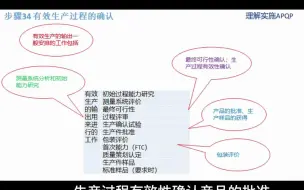
一步步完成APQP记录,步骤34有效生产过程的确认—APQP
相关分析,多元线性回归模型:用Minitab实现6σ分析
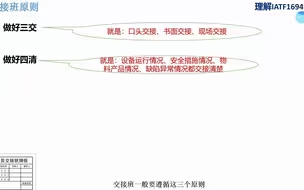
交接班管理如何进行—IATF16949理解
设备能力CMK如何分析
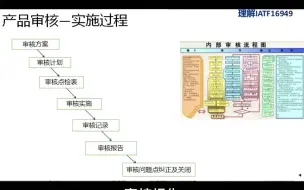
产品审核的流程(IATF16949理解)
8.3.3.2制造过程设计和开发输入—IATF16949的99个表格如何填写
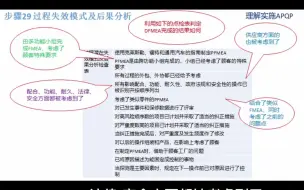
一步步完成APQP记录,步骤29 过程失效模式及后果分析—APQP
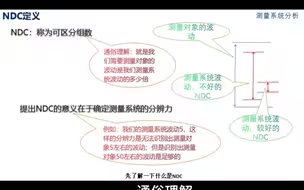
022量具研究:NDC的理解
99个质量工具之09:亲和图
021量具研究:不可重复的测量系统如何进行GRR分析
参数分布模型:识别分布类型的方法(任何删失):Minitab实现6σ分析
对偏倚的理解(测量系统分析MSA理解)
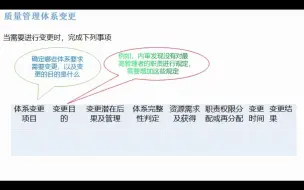
009 当质量管理体系需要变更时的管理—一步步完成ISO9001认证所需的资料
相关分析,离散变量(两因子),二值logistic回归(分析抽烟数量、性别和患肺病的关系):用Minitab实现6σ分析
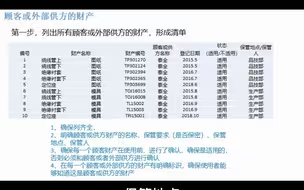
顾客或外部供方的财产—一步步完成ISO9001认证所需的资料
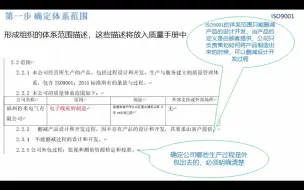
001 确定公司的体系范围—一步步完成ISO9001认证所需的资料
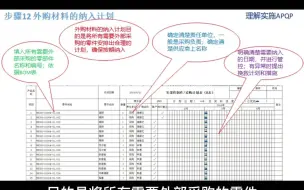
步骤12 外购材料的纳入计划(B表)(一步步完成APQP记录)