V
主页
刀又断了。加工这些硬料太费刀了。站脚都敲掉了也照样断刀。
发布人
-
打开封面
下载高清视频
观看高清视频
视频下载器
带学徒的第三天,学的挺快。分中,对刀都慢慢可以上手操作了。24岁小伙头脑反应很快。
磁台吸着粘AB胶照样都能干动。这磁台磁性彻底不行了呀。工件还报废一个。
粘AB胶加工铝件怎么去胶水。很多没有用过AB胶的可能不太了解。出一期视频分享一下
网友送来几块铝板。让帮忙加工两个烟灰缸。
来昆山了,朋友自己编程自己操机。顺便让他帮忙找个厂房。
这种散件适合学徒练手。一个零件翻面四次加工。考验装夹和工艺。
只要价格到位没有不能做的,这么小的零件做的这么亮。一件你给多少钱加工费?
老师傅做批量件也是粘AB胶。看看一版加工12件比吸盘一次装的多。
干CNC临时工你还羡慕一天五六百工资高。看看一天加工了多少零件。需要换多少刀具,对多少次刀。
做非标自动化零件几年了,第一次做模具类加工。这加工时间是真的长,机台跑起来没啥事干。
一个简易的夹具工装,轻松解决需要四轴加工的工件。效率提升两倍。
65元一支钨钢钻头能打多少个孔?45元一支丝锥加工1500个牙孔质量怎么样?
今天来老板这里看到冰冻盘,瞬间感觉自己做的真空吸盘不香了。
不锈钢加工,摆线策略去夹位,工件不容易变形还不伤刀具。
找了一个临时工,白班50一小时,夜班55一小时。下午开始干活了。
两个工作怎么选择?长白班9500,没年终奖。另外一个五险一金,年终奖将近2W。一年工资相差3W。有点纠结了
四十岁学机加工?年龄确实有点太大了。带徒弟的一天开始了。
做散件不出活,又接了十几张散件,批量接不到就只能干散件维持一下。
月薪八九千干这种简单的零件,估计学半年左右的操机师傅都可以干了。人轻松,加工时间长。
上班就是换换刀片,一把刀程序时间6个半小时。怪不到自动化零件没人干。
凌晨12点下班,一天产能1000元。有活就加班干,
60度的热处理材料,这种材料加工时间长,操机师傅是真的舒服。
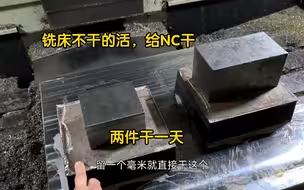
两块不锈钢干一天。铣床看了都不乐意干,NC就要干一天
这个箱体尺寸有点大。壁也只有5毫米厚。有没有什么更好的方法加工呢
第一次在机床上攻这么大的管螺纹,安全起见,用G84给了一个Q值。
黑色POM(赛钢),易变形材质,如何加工保证平行度以及厚度公差
45号钢老板给的参数一刀0.4,F3500。效率是挺快的,就是老断刀。
箱体加工工艺流程。每个人的工艺有所不同。只要适合自己就好。加工结束晚上发货。
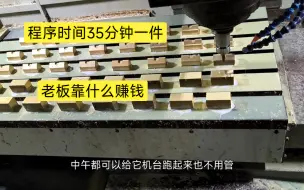
这个工件程序加工时间是35分钟,确实很不合理,但是领导都不关心这些,操机仔临时工有必要理会吗?
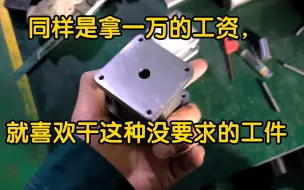
同样是一万多的工资,就喜欢干这种没啥要求的零件,简单好操作。
批量加工,机床没有刀库简直就是折磨人,一下午就干了五件。
两口子创业搞机加工,一个负责画图,一个负责操机。
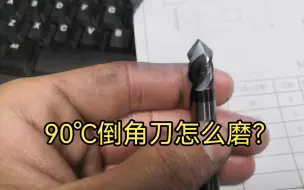
干机加工的基本操作,今天给大家分享一下90度倒角刀怎么磨。
主轴刀棒定位加工全过程。操机仔必会的操作。
加工电木会不会把切削液搞坏掉了。两块电木加工费没多少钱。如果把切削液搞坏就不划算了
主轴定位,批量加工效率最高的定位方法,今天和大家分享一下。如何主轴定位加工。
开三台NC做散件,能开起来吗?领导不管你做的什么。只看机台是不是亮绿灯。
这种气割的不锈钢材料,公认的加工很麻烦,材料费便宜,加工很头疼。
学徒最近两天都在打扫卫生,想上手学操作CNC都没时间。这就是大厂的弊端,杂活都是学徒的。
就喜欢加工这种钢料。一个开粗程序一个多小时。