V
主页
加工中心干批量45钢件,刀粒10块小时,什么参数能降低成本
发布人
-
打开封面
下载高清视频
观看高清视频
视频下载器
加工中心运用D50大面刀开粗,刀粒成本太高,
全顺铣时间一样,干不长
加工中心调机师傅干12小时的活全报废,抗不了,只能波子顶上去抗
加工中心老师傅告诉你,不要怂,转速毛起打,光金属表面,效果忒好
数控加工中心加工铝合金,打孔就一个字快和在快点
45钢4毫米槽加工程序编好,断刀效率不高,真不关波仔事吗?
动态加工,不愧高效刀路威名
加工中心编程师傅一个小时把这工件编出程序,能拿多少工资
加工400多斤重调质料零件,加工中心跑7个小时,操机师傅安逸惨了
做数控机械加工,大工件不好装夹,保证装夹稳固的情况下怎么方便怎么做
波子加工遇见镗孔难题,孔不圆始终变形0.003毫米,头大了
数控加工中心加工硬料,一路火花干一小时
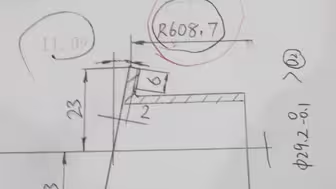
机械工厂打工10多年,干加工这图都画不出,丢人啊
搞了几天的活,终于开干,铝合金加工起来还是很亮哦
做数控加工中心小师傅请假,自己调机发现平时给的参数还是太保守。下次编程直接干单边3毫米
只要老板说马上上机加工,就能上的师傅,就是好的程序员
打孔飞面铣槽,玩4轴,玩5轴,同样是打工,工资满意就行
沪漂10年老师傅,尝试新加工方式,主轴被玩坏,肯定提桶跑路
编的个什么程序,居然有残料,提大红桶
要想把钢件活表面干飘亮,用刀粒高转速绝对ok
上海松江的打工生活简简单单,数控加工中心编程工作每天都是加班。
分享几十种酷炫的烟灰缸图档
被迫放弃1.5w待遇。加工中心性能太差,椭圆表面质量控制不好,
为什么加工中心编程师傅宁愿带学徒也不愿带稍微会一点的小师傅
数控cnc加工中心镗孔好用镗刀多深的孔都能镗还不振刀,加工效率高
45钢15毫米厚板上面几十个牙孔,提高加工效率,如何选钻头
数控机械加工,软件编程玩的花哨也顶不住,国内价格战降低质量
量块当垫块用,干报废了
机械加工学问太大,稍微改动一下,就哦豁了,变形
5000块钱大件铝合金毛坯上加工中心做数控cnc加工,压力山大
机械加工中常用掉料加工,不同工况选择顺逆铣很重要,
硬轨道加工中心配上好虎钳,干活就是猛,
不靠谱的展会,这么小的机床可以用28钻头打45钢,功m24牙
月薪过万还是可以的,45钢A3钢打孔攻牙提速,学会用它就行
几百件45钢调质料零件,加工表面现条纹,被迫提桶离职的有没有
首件不检有问题不上报,加工中心调机师傅忙于看手机,这就是工作
波哥分享花费1200块,获得的独门秘籍,只接受专业知识评论
加工中心加工铝合金板打孔参数结合mastetcam软件详细解答,
居然闲我慢,那我就不客气了,刀具使劲造,谁还不会用好刀
放假回来上班2天了,还没有进去工作状态,一天才搞一张图