V
主页
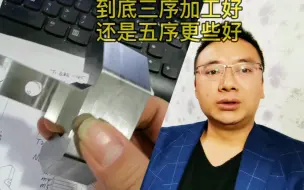
45钢4毫米槽加工程序编好,断刀效率不高,真不关波仔事吗?
发布人
这么简单的一个机械加工零件,为什么波仔要去尝试不同的加工办法, 没办法啊,出来工作为什么,挣钱 ,钱从什么地方来,只有提高效率合产出。改变加工方式方法,中途坑定会被骂 犯错误 连个锯片刀都用不好干什么。就开条槽就开不快?说起来简单做起来难。
打开封面
下载高清视频
观看高清视频
视频下载器
动态加工45钢,12毫米钨钢刀,s3500F值2600Ae0.8
从业15年师傅波子,加工不锈钢开槽,断刀断到想哭,该怎么加工
感觉不太对,记录下刀片,加工参数,看看能换刀片不,节约成本
切削状态平稳,切销泛白,负载不高,机床会散架?
加工中心编程师傅一个小时把这工件编出程序,能拿多少工资
机械加工中常用掉料加工,不同工况选择顺逆铣很重要,
零件厚度1.2毫米,太薄如果用虎钳,如果用虎钳夹持加工,大哥操作工装夹力度不好控制。根本没办法保证厚度,这时设计一个小型真空负压吸盘加工就非常合适了。
加工中心干批量45钢件,刀粒10块小时,什么参数能降低成本
加工400多斤重调质料零件,加工中心跑7个小时,操机师傅安逸惨了
使用加工中心一次加工多个零件,应该如何出程序才不会被老板叼
波仔分享45钢打孔攻牙效率翻倍参数,月入过万并不远
数控cnc加工中心加工580毫米工件极限装夹高度,大吃量飞刀同样干
45钢15毫米厚板上面几十个牙孔,提高加工效率,如何选钻头
铝合金壳体零件,外形大刀层切or侧切开粗,侧切效率高一倍
不靠谱的展会,这么小的机床可以用28钻头打45钢,功m24牙
几百件45钢调质料零件,加工表面现条纹,被迫提桶离职的有没有
波子加工遇见镗孔难题,孔不圆始终变形0.003毫米,头大了
动态加工,不愧高效刀路威名
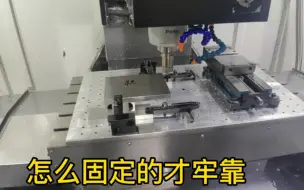
做数控机械加工,大工件不好装夹,保证装夹稳固的情况下怎么方便怎么做
月薪过万还是可以的,45钢A3钢打孔攻牙提速,学会用它就行
全顺铣时间一样,干不长
今年机械厂老板太难,放做好工艺不用,却用最费工时的加工方法
沪漂10年老师傅,尝试新加工方式,主轴被玩坏,肯定提桶跑路
机械加工时常遇见异性零件,需要动脑设计简便牢靠的装夹定位方式
用加工中心加工零件,工艺安排失误出现震刀甚至报废,被骂惨
被迫放弃1.5w待遇。加工中心性能太差,椭圆表面质量控制不好,
加工中心老师傅告诉你,不要怂,转速毛起打,光金属表面,效果忒好
机械加工厂工作环境太恶劣了,切削液吸多了会不会少活2年
分享几十种酷炫的烟灰缸图档
至尊宝-一刀流烟灰缸图档
精孔已加工后, 侧边开料选择切削力小的动态侧刃加工,避免变形
硬轨道机床,加工45钢件就是顺
不怕技术不够,就怕没人骂。不怕丢脸,最终会捡起来
机械加工,时常会遇见不太好装夹的零件该怎么办?不合理安排操机师傅要骂人
硬轨道加工中心配上好虎钳,干活就是猛,
10年数控加工中心老师傅,还没用过u钻加工孔,该怎么用
深度152毫米,铣圆柱,焊接多好,居然全铣
加工中心加工铝合金,想尽办法提高效率,机床都冒烟了
数控加工中心粗加工钢件,摆线加工省刀粒,可时间会长几分钟
波哥分享花费1200块,获得的独门秘籍,只接受专业知识评论