V
主页
京东 11.11 红包
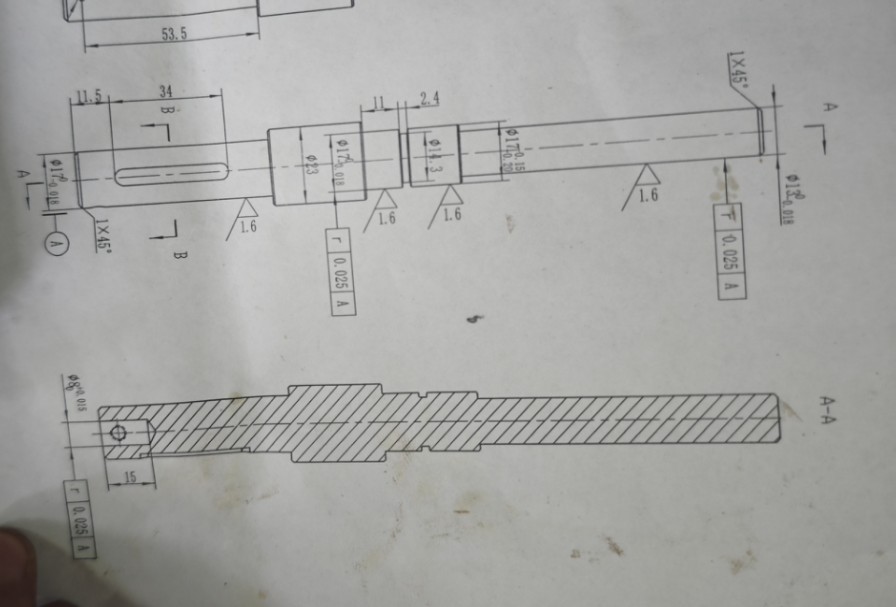
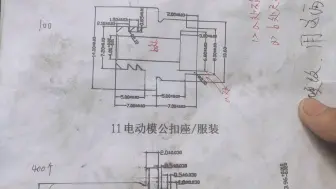
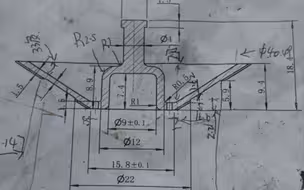
这根轴,报了200块钱,单件,只不过还有张图纸,差不多,就是长度不一样,报价目前还是瞎报阶段,表还是很准的,可能是慢工出细活,天气太热了,人干不动。
发布人
-
打开封面
下载高清视频
观看高清视频
视频下载器
可能是你见过的,最快的304切断
200块钱贵吗?帮人出个往复螺纹程序,别人觉得我贵,下次应该先确认价格,在动手,在上机试程序
攻丝
买白蜡木,自制台球杆,打个长台低杆,看下杆子性能。
让我害怕的304不锈钢,我感觉是假料。
造刀杆,用的最贵的钢体材料,也是最硬的,58-60hrc,电渣LG模具钢,这个材料造出来的刀杆,性能可以超进口,这个内部阻尼器,没有用高比重合金,效果非常好。
内径杠杆表,怎么量的更准,我的经验(我师傅也是这样教我的)
316L,挖内端面槽,确实挺难车的,46深
U钻小技巧,还有切断碎屑视频,一个是调制45#,一个是铝合金,G1插,碎屑,
316L法兰盘车削,435外圆,厚度16,断续加工,用C型刀片的4个副角,干通的,确实好用
通孔螺纹,你是先车孔倒角,掉头车螺纹,还是先车螺纹,掉头平头倒角
Pom精车慢走刀,也不缠绕
20X8D,目前已经量产,回报粉丝,600/根,不包邮 ,不带头,不带内出水。
国产刀片站起来,株洲钻石,不负党的希望,:线速度280,45号钢,ap2,f0.25,不比进口刀片差,价格便宜一半,中国制造,加油。
研发的路,不可能是一番风顺,失败的多。最大的不足,是资本不够。
2.5一个,只能猛车,质量下降,孔还要车的发,光数量还只有100,一分钱一分货。
2205不锈钢薄壁件车削。
U钻打孔碎渣,参数比内冷重要,U可以大大提高加工效率,碎渣安全加工,铁屑也不占空间
我认知的,最强阻尼刀杆,出来14DX25,ap2.0 vc200m f0.2。原来阻尼刀杆还可以这样干,希望有国产厂家,也能跟风,出视频,展示中国制造,中国力量
这个产品5轴加3轴配合加工,报价多少合适了?
LYNX235-II,撞机
50粗45#切断,发个库存,4毫米刀片,F0.12,G50S1100,G96S75,新刀片上去就是这个效果,大家去试下效果
深孔车削
用废合金铣刀柄车成顶尖,再也不怕2顶飞出来了
阻尼刀杆精车,工件悬伸比较长。
A3管切断,挺爽,碎屑,A3黏性材料,株洲钻石这款真比克洛伊要好,不锈钢钢通用型
外圆外槽刀杆一样重要
厂里面丝杆铜螺母坏了,车一个,TR60X10
内孔刀,快速对中心,平轨,斜轨,都可以用
勉强干14倍。
第三代 伸出175毫米 25 7倍 R0.8刀尖 ,单边2毫米 F0.2。
自制第一代,高强度,阻尼刀杆,5倍径。
316L,实心料开始车,100块钱一根,300块钱3根,中间24的孔,总长260,2头自己对接打穿,这个价格,没谁了
5张全部可以车出来的,去大城市工资1w+起步
钢件精车,我觉得最好的槽型,株洲钻石XF槽型。
伸出50毫米,车削47.3长,稳定0.02,304不锈钢,8毫米毛胚,精车0.08进给,随意光刀不振
4块钱一件 40件,精车贵不贵?
2台平轨 不一定干得过一台斜轨的效率,大余量粗车。
销轴车削,20根,30一根贵不贵?
车槽开了水没拍,不过演示了一下刀路,10直径照样光,45号,,用外圆精车刀都车不光,槽刀挤光。