V
主页
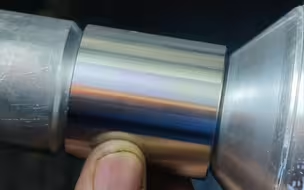
阻尼刀杆精车,工件悬伸比较长。
发布人
-
打开封面
下载高清视频
观看高清视频
视频下载器
刀杆复活,卖有售后维修的的国产阻尼刀杆
2顶精车不锈钢管,如果让顶尖不跳。
内孔刀,快速对中心,平轨,斜轨,都可以用
刀杆测试来了,二代失败,继续研发,三代。
自制第一代,高强度,阻尼刀杆,5倍径。
阻尼车刀杆,批量加工(材料是sus321)
让我害怕的304不锈钢,我感觉是假料。
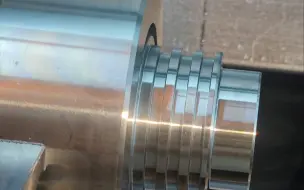
横拉槽,只有3毫米宽的刀,15个深,265车到135,槽宽65,粗车+精车槽,25分钟,刀杆就淘宝黑色,最差的那种一字端面槽刀
Pom精车慢走刀,也不缠绕
深孔车削
刀杆其实有很多实战案例,只是我一直没有发而已。这个40x10D,加工薄壁件,刀杆还出来了350,孔直径130,总有人说我车的太短了,还有ccmt振不振。2个案例
5.5粗,总长39.6 屁股台阶4毫米长,调制45#,诀窍就是G71开粗到12毫米,然后我粗车刀,一刀从12干到5.75在精车一刀 这样粗车刀寿命好,精车稳定
一个简单的零件,加工顺序,粗外,打孔,内粗,精内,精外。
铁屑状态挺好,喜欢,精车刀片是修光刃刀片,这个不错,高进给。
我认知的,最强阻尼刀杆,出来14DX25,ap2.0 vc200m f0.2。原来阻尼刀杆还可以这样干,希望有国产厂家,也能跟风,出视频,展示中国制造,中国力量
D25x7D,钢柄加长,精调阻尼版本,超倍测试,达到甚至说超越瑞典MAQ 25x7的减振性能,他宣传是最大是9倍,我这个工况合理,参数合理,可以干10倍。
精车余量真的不是越少越好,我这是不锈钢,F0.09进给,R0.4刀尖,照样碎的很,单边40丝,端面40丝
可能是你见过的,最快的304切断
UG如何来加工这种半圆弧的工件呢?教你一个流线加工的方法
做阻尼刀杆届中的“小米”,这样效果的,600/根,不带头。
线速度不是进给速度。不要喷我
很有用的车削技术,推荐收藏
掉头没拍,用的ER夹头,夹的工件,个个对刀,平头打1.7的底孔,还好只有4件,304不锈钢。
9到8.99,车削55长,伸出58长,304不锈钢,精车2200转,0.08
进口刀杆,和国产刀杆,真的是2个概念,普通刀杆,挑战5倍。德国威迪亚(盒子写的USA,美国产)
90丝台阶,薄壁掉头车削。
攻丝
株洲钻石也有加长切刀的,粉丝说,只能切单边17的,这个刀做的还好,前面加高了,下面的受力更好,刀杆磨过,手感不错,比淘宝弹簧钢切刀,要好
50粗45#切断,发个库存,4毫米刀片,F0.12,G50S1100,G96S75,新刀片上去就是这个效果,大家去试下效果
挖机钢套,这个8字油槽,真的铣好快的,3轴就可以了,便宜,漂亮
316L,挖内端面槽,确实挺难车的,46深
内径杠杆表,怎么量的更准,我的经验(我师傅也是这样教我的)
住友FB精车槽型是好东西
山特维克可乐满阻尼刀杆宣传片有错误,刀头和刀杆不匹配,宣传片还是外国人拍的,还想的发现错误能给我送点礼品,例如保温杯,工作服。
316L法兰盘车削,435外圆,厚度16,断续加工,用C型刀片的4个副角,干通的,确实好用
天天说安全第一,慢一点,慢了你又说慢了,说做不了,你说别人厂能做,材料又舍不得材料,要车单边6,7个下去,提桶跑路快了。
切削力大,选择C型刀片,W型不行。
高难度,异形不锈钢空心细长轴加工,直径比20+,突破一下自己,技术不能分享(内置阻尼器了,把刀杆技术运用在工件上面,粗车可以用08角开粗,一头车过去。)
掉头加工那个细长轴来了,8毫米毛胚,成品伸出70.5毫米,进行车削
当切削参数突破了,打开了一扇新的大门,打破了我们以往的认知,304不锈钢加工