V
主页
京东 11.11 红包
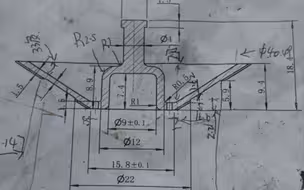
你们猜猜价格,毛胚感觉像316L,反正不上磁,图纸就写的不锈钢。
发布人
-
打开封面
下载高清视频
观看高清视频
视频下载器
316L,实心料开始车,100块钱一根,300块钱3根,中间24的孔,总长260,2头自己对接打穿,这个价格,没谁了
让我害怕的304不锈钢,我感觉是假料。
第二课,讲切槽,切断,不喜欢的,拉黑我,不要下面留言喷我,产品稳定干出来了,厂家书也是这样说
2处偏心,偏心轴车削
国产刀片站起来,株洲钻石,不负党的希望,:线速度280,45号钢,ap2,f0.25,不比进口刀片差,价格便宜一半,中国制造,加油。
2205不锈钢薄壁件车削。
刀塔找正,今天表到了,急活也干完了,把刀塔找回中心高,量具真的重要。
当切削参数突破了,打开了一扇新的大门,打破了我们以往的认知,304不锈钢加工
刀杆测试来了,二代失败,继续研发,三代。
有几个人留言,切断45#都可以碎,我一直觉得我的 我切断技术比较好 来个304l不锈钢,体现下。
切断是316L,线速度100米,F0.09,这个杆杆车的还可以,螺纹是M10的,中心孔先打的,弯曲不大
加工304L,株洲钻石全新不锈钢系列M20T,优异的加工表面,在F0.05的慢速走刀情况下,依旧保持优秀的控屑能力,优质的耐磨涂层,稳定尺寸精度。
断续切削王者,住友AC6040,钢与不锈钢通用型,真砸不坏。
塑料压花,很难搞,原本是尼龙6,我反正压不出,换pom,勉强看的过去
顶尖车细小的,要顶到什么程度。
U钻小技巧,还有切断碎屑视频,一个是调制45#,一个是铝合金,G1插,碎屑,
大家有空的试试,看下是不是绝大部分机,都可以干,希望大家评论区留言结果,我是A2-6主轴,8寸卡盘,转速,材料直径,吃刀走刀,刀片槽型,程序里面都有。
100块钱一根,你信不信?
切削力大,选择C型刀片,W型不行。
25x10D,成功了,25这个规格还是难度大的,国内众多厂家,都是用的合金柄,25粗的10D 和32粗的10D,刚性是完全不一样的。。
二谈中心高。
程序11分钟不到 80/件,UP主这个东西,是不是天价?
株洲钻石的良心刀片,打击克洛伊 45粗45号 横转速1000转,0.15进给,G1插
YBC203刀片真的好用,国货之光
可能是你见过的,最快的304切断
2顶精车不锈钢管,如果让顶尖不跳。
螺纹车的还可以,45号未调制,机床限制,1000转,M40x2,刀片是株洲钻石钢和不锈钢通用型刀片
液压卡盘不保养的下场,多久打一次油,多久清洗一次。
第一次干错了,第二次还找我干,真的感谢信任。我在B站接单
螺纹车的还行
4块钱一件 40件,精车贵不贵?
Pom精车慢走刀,也不缠绕
检测刀杆,机床刚性最简单的方法,看开粗304不锈钢振刀不振刀。
一般的师傅,还车不了,只会棒料切断车,车成型爪子,希望给B友面,一点借鉴作用
车成品,还要去铣,这个是飞刀盘
Q235a,开门冒着生命危险拍的,,车的还可以哈
这次报价,好像又有一个亏了
許氏机械式设计,客户实战,1cr18ni9ti 单边1.85 F0.3 25的杆,满足客户要求,个性化定制刀头,上wnmg080408刀头,实现6刀尖可用。
自制第一代,高强度,阻尼刀杆,5倍径。
D24X295 调制轴加工