V
主页
京东 11.11 红包
一般的师傅,还车不了,只会棒料切断车,车成型爪子,希望给B友面,一点借鉴作用
发布人
-
打开封面
下载高清视频
观看高清视频
视频下载器
很讨厌这个小东西,拿不稳,切断下来找不到,图纸50件,少说要车60件
可能是你见过的,最快的304切断
精车余量真的不是越少越好,我这是不锈钢,F0.09进给,R0.4刀尖,照样碎的很,单边40丝,端面40丝
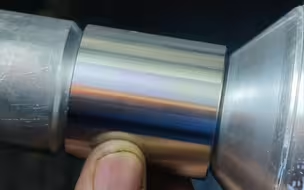
2顶精车不锈钢管,如果让顶尖不跳。
数控师傅,编程,一听高端大气,其实就是按绿箭 ,有点东西比流水线还累,车床还危险。
A3管切断,挺爽,碎屑,A3黏性材料,株洲钻石这款真比克洛伊要好,不锈钢钢通用型
平底孔,G72斜进粗车
最近几天干的活,我切断屑G1插,水有点大,没拍
切断铁屑飞起来的,看的好爽,30粗,45号,比Q235,好切多了,1450转,F0.1
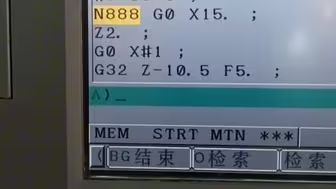
g78螺纹指令,可以大幅度调高刀具寿命,50%+
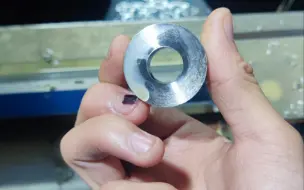
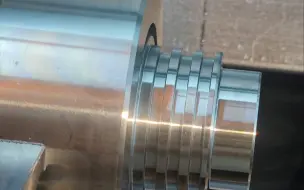
加工圆弧螺纹垫圈,本来宏程序加槽刀加工,领导又让我用成型刀。
这是一台老普车,大连6150车的(不是我本人车),材料p20,一个模具老师傅车的,漂亮,用的5元/片的刀片
内径杠杆表,怎么量的更准,我的经验(我师傅也是这样教我的)
316L,挖内端面槽,确实挺难车的,46深
焖车了,7075铝合金不要钱一样,图纸最大厚度46,下了60.5厚,挣铝渣
20号钢,干车,开水带手套,真的难受,速度又短,效率反而慢了,这样人舒服,速度快
第二课,讲切槽,切断,不喜欢的,拉黑我,不要下面留言喷我,产品稳定干出来了,厂家书也是这样说
有几个人留言,切断45#都可以碎,我一直觉得我的 我切断技术比较好 来个304l不锈钢,体现下。
这个25贵吗?,304不锈钢,165x110,41件,干掉了6块桃形,1块切断刀片,看我干的块,又来一批,还要砍我的价,要给我20,本来就报便宜了,还这样……
真佩服大师的技术
兴趣就是这样被磨灭的 总是几个图,轮着来
316L法兰盘车削,435外圆,厚度16,断续加工,用C型刀片的4个副角,干通的,确实好用
Q235(A3钢,没有热处理,株洲钻石刀片)
卡盘里面这个部件为什么不发黑
4j32a屑子可以卖多少钱1kg,含镍32%
这样的渣刀片都不坏,山特维克一车就是这样的屑,还寿命长,线速度150米,ap3 f0.3调质20crmoA
硬车,刀片还可以的话,不会像网红视频那样,火花四溅。
精车批量,条件满足,用不开槽的金属陶瓷,车100件,磨损1个丝样子
大面根部有槽,车光面不刮花
9到8.99,车削55长,伸出58长,304不锈钢,精车2200转,0.08
G98和G99的区别,你都知道嘛?
刀磨的还可以,螺纹车过去,没翻毛刺。
挖槽,掏空
2款东西,皮带轮10件,轴20根,保多少钱,还没有报价的,轮子干了6小时,轴3小时
跳动10-20丝,调制40cr,50车到20,毛胚弯了,走刀0.3到0.33,线速度100米,单边1.6,第一刀有点狠
这个价格,挺无语。
挖机钢套,这个8字油槽,真的铣好快的,3轴就可以了,便宜,漂亮
[Action BOX] 改二手CNC车床
加班加点给俄罗斯赶货
5张全部可以车出来的,去大城市工资1w+起步