V
主页
京东 11.11 红包
这次报价,好像又有一个亏了
发布人
17那个是急件,带料。8块钱的,不带料,切断下来,角磨机打下屁股就可以了,他们都说我报便宜了。
打开封面
下载高清视频
观看高清视频
视频下载器
报亏了,8件才报240
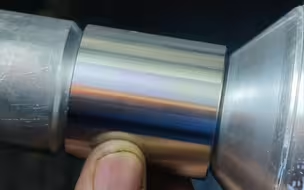
2顶精车不锈钢管,如果让顶尖不跳。
这个价格,挺无语。
数控车床初学者不懂得各种螺纹的算法,有一个简单的方法,很好用
勉强干14倍。
刀塔找正,今天表到了,急活也干完了,把刀塔找回中心高,量具真的重要。
研发的路,不可能是一番风顺,失败的多。最大的不足,是资本不够。
本月很不顺哦
YBC203刀片真的好用,国货之光
很讨厌这个小东西,拿不稳,切断下来找不到,图纸50件,少说要车60件
不锈钢304车销,刀片磨损分析,线速度高低的影响。
50粗45#切断,发个库存,4毫米刀片,F0.12,G50S1100,G96S75,新刀片上去就是这个效果,大家去试下效果
2处偏心,偏心轴车削
为啥最近没有发视频啊,我也要挣钱,没有量,就不会拍,现在散件价格很低,拍下视频,就是半张图,简单的一张图,一天还是要干几张图的。
2款东西,皮带轮10件,轴20根,保多少钱,还没有报价的,轮子干了6小时,轴3小时
给大家分享一个好多东西,我认为的好东西。
散件,把人干迷糊了。感谢B站朋友支持。
从左往右车,刀尖圆弧补偿怎么用,线速度怎么用,
成功利用二代25杆装的小阻尼器,造出大一号刀杆,这一代有阻尼油,O型圈,目前面条杆,精车还行,粗车不行,表示着减震技术已经掌握,不是高仿山特,又是一种结构
2024年,第一个批量单,
顶尖车细小的,要顶到什么程度。
成量卡尺,少用,下次换的话,买把TESA试试,听人说用5-6年,都不会这样 。
如何在光杆上面快速扎多个卡簧槽(视频是返修,那个师傅今天上午走的,下午客户反应,卡簧槽窄了,拿回来返修)
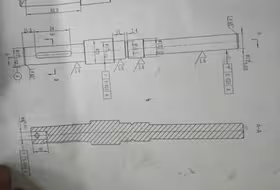
这根轴,报了200块钱,单件,只不过还有张图纸,差不多,就是长度不一样,报价目前还是瞎报阶段,表还是很准的,可能是慢工出细活,天气太热了,人干不动。
改了冷却,很有效果,切断效果杆杆的。
又来2根,附带打表自检视频,基本公差达到了同心0.012
阻尼车刀杆,批量加工(材料是sus321)
光洁度还可以,节前最后一个视频,
车成品,还要去铣,这个是飞刀盘
快速打小孔,靠模,机加入门小知识
休假11天了,兼职挣点饭钱
5张全部可以车出来的,去大城市工资1w+起步
g78螺纹指令,可以大幅度调高刀具寿命,50%+
猜猜切削参数,材料调制40cr。280hb
20号钢,干车,开水带手套,真的难受,速度又短,效率反而慢了,这样人舒服,速度快
干加工的同行,一定要看!可能为你节约20多w。
外圆外槽刀杆一样重要
304精车碎屑,F0.08进给,单边15丝,再也不怕刮花零件表面报废。
双偏心小轴车削,24件,做了夹具。
切断铁屑飞起来的,看的好爽,30粗,45号,比Q235,好切多了,1450转,F0.1