V
主页
京东 11.11 红包
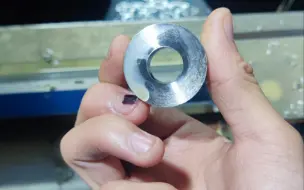
90毛胚,夹4毫米,毛胚伸出43毫米,单边吃刀1.7个,走刀F0.25,转速1000,是不会掉下来的
发布人
-
打开封面
下载高清视频
观看高清视频
视频下载器
国产刀片站起来,株洲钻石,不负党的希望,:线速度280,45号钢,ap2,f0.25,不比进口刀片差,价格便宜一半,中国制造,加油。
别人看我有点怕,伸出来300长,90粗,镗孔1000转,F0.31,单边3毫米,实心料车圈。
50粗45#切断,发个库存,4毫米刀片,F0.12,G50S1100,G96S75,新刀片上去就是这个效果,大家去试下效果
精车余量真的不是越少越好,我这是不锈钢,F0.09进给,R0.4刀尖,照样碎的很,单边40丝,端面40丝
可能是你见过的,最快的304切断
2顶精车不锈钢管,如果让顶尖不跳。
許氏机械式设计,客户实战,1cr18ni9ti 单边1.85 F0.3 25的杆,满足客户要求,个性化定制刀头,上wnmg080408刀头,实现6刀尖可用。
VC120 ap3.0 f0.3 材料是304,修了一刀硬爪,就不退料了,主轴孔里面打了3个尼龙套,间隙是0.2毫米,转速最高2000,也不摆,料D40X1米
第三代 伸出175毫米 25 7倍 R0.8刀尖 ,单边2毫米 F0.2。
管他几个,一刀过,调制42crmo,320hb,线速度150米,F0.25,铁屑都不变色
Q235A,切断,1450转(机床所限),F0.1,3毫米刀宽,
304精车碎屑,F0.08进给,单边15丝,再也不怕刮花零件表面报废。
跳动10-20丝,调制40cr,50车到20,毛胚弯了,走刀0.3到0.33,线速度100米,单边1.6,第一刀有点狠
螺纹车的还可以,45号未调制,机床限制,1000转,M40x2,刀片是株洲钻石钢和不锈钢通用型刀片
这样的渣刀片都不坏,山特维克一车就是这样的屑,还寿命长,线速度150米,ap3 f0.3调质20crmoA
内槽,单边11毫米深,Q235,其实车光全靠刀杆加刀片
株钻干端面槽来了,直插效果不理想,怀疑是进给慢了,F0.12,调制42crmo有点黏,280-320HB,F0.12,横拉2毫米,F0.15,一块刀片干20件
F0.66,猛干6061,单刃U,干小孔,挺好用,干软料,效率高
大家有空的试试,看下是不是绝大部分机,都可以干,希望大家评论区留言结果,我是A2-6主轴,8寸卡盘,转速,材料直径,吃刀走刀,刀片槽型,程序里面都有。
90丝台阶,薄壁掉头车削。
许氏第二代,已经研发成功,自主研发,设计,制造,设计5倍,8倍抗震效果,25的,1000/根,不带内冷和刀头,有意向的,打款预定
成功利用二代25杆装的小阻尼器,造出大一号刀杆,这一代有阻尼油,O型圈,目前面条杆,精车还行,粗车不行,表示着减震技术已经掌握,不是高仿山特,又是一种结构
株洲钻石也有加长切刀的,粉丝说,只能切单边17的,这个刀做的还好,前面加高了,下面的受力更好,刀杆磨过,手感不错,比淘宝弹簧钢切刀,要好
株洲钻石的良心刀片,打击克洛伊 45粗45号 横转速1000转,0.15进给,G1插
我认知的,最强阻尼刀杆,出来14DX25,ap2.0 vc200m f0.2。原来阻尼刀杆还可以这样干,希望有国产厂家,也能跟风,出视频,展示中国制造,中国力量
5张全部可以车出来的,去大城市工资1w+起步
天天说安全第一,慢一点,慢了你又说慢了,说做不了,你说别人厂能做,材料又舍不得材料,要车单边6,7个下去,提桶跑路快了。
成量卡尺,少用,下次换的话,买把TESA试试,听人说用5-6年,都不会这样 。
内孔刀,快速对中心,平轨,斜轨,都可以用
焖车了,7075铝合金不要钱一样,图纸最大厚度46,下了60.5厚,挣铝渣
加工304L,株洲钻石全新不锈钢系列M20T,优异的加工表面,在F0.05的慢速走刀情况下,依旧保持优秀的控屑能力,优质的耐磨涂层,稳定尺寸精度。
50x12钢柄阻尼刀杆,面世存活了,几个小时,测试了多种切削参数,单边0.05-2.0,刀尖08,04切换,转速200-1000转,这期是大成本制作。刀杆挂了
勉强干14倍。
9到8.99,车削55长,伸出58长,304不锈钢,精车2200转,0.08
真实工厂,小批量自动加工,不要被进口视频迷惑了
让我害怕的304不锈钢,我感觉是假料。
A3管切断,挺爽,碎屑,A3黏性材料,株洲钻石这款真比克洛伊要好,不锈钢钢通用型
316L,挖内端面槽,确实挺难车的,46深
32杆,单边3.0,桃形08角 粗车。直径32规格及以上,7D刚性彻底攻破,不纯在粗车用dc问题了,某些同行单边2.0,F0.25,就会阻尼失效,大幅领先刚性
第二课,讲切槽,切断,不喜欢的,拉黑我,不要下面留言喷我,产品稳定干出来了,厂家书也是这样说