V
主页
京东 11.11 红包
Q235A,切断,1450转(机床所限),F0.1,3毫米刀宽,
发布人
铁屑通过刀片卷斜槽(我是MG槽型),收缩变窄,不卡屑,提高了铁屑的刚性,铁屑容易卷断(就和开粗刀,车少了不碎屑一样)
打开封面
下载高清视频
观看高清视频
视频下载器
50粗45#切断,发个库存,4毫米刀片,F0.12,G50S1100,G96S75,新刀片上去就是这个效果,大家去试下效果
可能是你见过的,最快的304切断
A3管切断,挺爽,碎屑,A3黏性材料,株洲钻石这款真比克洛伊要好,不锈钢钢通用型
2顶精车不锈钢管,如果让顶尖不跳。
切断铁屑飞起来的,看的好爽,30粗,45号,比Q235,好切多了,1450转,F0.1
改了冷却,很有效果,切断效果杆杆的。
不知道是显微镜还是单反配件,滚画还只能滚中件,2头还一个0.5宽的卡簧槽圈住,还好是铝合金的,要是钢的顺坏机床精度
第二课,讲切槽,切断,不喜欢的,拉黑我,不要下面留言喷我,产品稳定干出来了,厂家书也是这样说
国产刀片站起来,株洲钻石,不负党的希望,:线速度280,45号钢,ap2,f0.25,不比进口刀片差,价格便宜一半,中国制造,加油。
最近几天干的活,我切断屑G1插,水有点大,没拍
5.5粗,总长39.6 屁股台阶4毫米长,调制45#,诀窍就是G71开粗到12毫米,然后我粗车刀,一刀从12干到5.75在精车一刀 这样粗车刀寿命好,精车稳定
线速度不是进给速度。不要喷我
精车余量真的不是越少越好,我这是不锈钢,F0.09进给,R0.4刀尖,照样碎的很,单边40丝,端面40丝
0基础到这样,四年,机床运行800小时
成功利用二代25杆装的小阻尼器,造出大一号刀杆,这一代有阻尼油,O型圈,目前面条杆,精车还行,粗车不行,表示着减震技术已经掌握,不是高仿山特,又是一种结构
检测刀杆,机床刚性最简单的方法,看开粗304不锈钢振刀不振刀。
Q235(A3钢,没有热处理,株洲钻石刀片)
研发的路,不可能是一番风顺,失败的多。最大的不足,是资本不够。
内孔刀,快速对中心,平轨,斜轨,都可以用
管他几个,一刀过,调制42crmo,320hb,线速度150米,F0.25,铁屑都不变色
功率小的机床,或者小轴用开槽刀片,切削力小,不易弯曲
4j32a屑子可以卖多少钱1kg,含镍32%
做了一个延长杆,打深孔。
攻丝
90丝台阶,薄壁掉头车削。
德威克数控车,售后真的可以。切断零件挤刀塔了,挤的有点厉害,轴承挂了。
如何在光杆上面快速扎多个卡簧槽(视频是返修,那个师傅今天上午走的,下午客户反应,卡簧槽窄了,拿回来返修)
挖槽,掏空
日常开槽
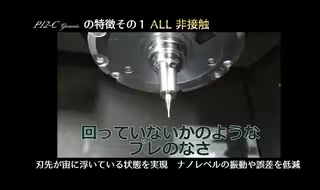
【碌碌】ROKU-ROKU超高精度高速微细加工机床P12-C genesis
车削偏心件,最好是第一刀低速拉圆,可以大大提高刀具寿命,包括车削304不锈钢6方等,原理一样。
断续切削王者,住友AC6040,钢与不锈钢通用型,真砸不坏。
UG如何来加工这种半圆弧的工件呢?教你一个流线加工的方法
顶尖车细小的,要顶到什么程度。
车了300长, 螺纹M20X2.5车了155长,后面是19.9,这个图纸也是Q235,开粗单边1.5 F0.25-0.22,分段开粗,车螺纹,不算弯吧
从左往右车,刀尖圆弧补偿怎么用,线速度怎么用,
平底孔,G72斜进粗车
用宏程序编程加工,有这款软件就够了
硬车对机器刚性的要求很高,材料是cr12mov 58-60hrc,DC08角,参数很温柔,改刀补或者程序车0.1毫米,实际只能车去0.04毫米。
9到8.99,车削55长,伸出58长,304不锈钢,精车2200转,0.08