V
主页
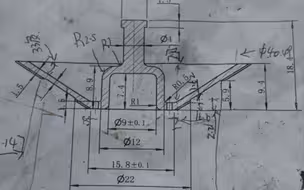
双偏心小轴车削,24件,做了夹具。
发布人
毛胚25x138,成品最大23 总长135
打开封面
下载高清视频
观看高清视频
视频下载器
2处偏心,偏心轴车削
2205不锈钢薄壁件车削。
2顶精车不锈钢管,如果让顶尖不跳。
内孔端面怎么容易车光
偏心轴车削,偏心夹具(线割偏心套),金属切削原声,株洲钻石挺扛冲击的,线速度220米
研发的路,不可能是一番风顺,失败的多。最大的不足,是资本不够。
单刃U实战。
从业多年,开过最差的车床,金汤车床,垃圾中的垃圾,6150+6140含税还要16w
碰到工件外圆锥的怎样车?怎样夹。
6套,没有降价,之前是4套,这个价格。东西精度不是很高,就是有点繁琐。
内径杠杆表,怎么量的更准,我的经验(我师傅也是这样教我的)
攻丝
成功利用二代25杆装的小阻尼器,造出大一号刀杆,这一代有阻尼油,O型圈,目前面条杆,精车还行,粗车不行,表示着减震技术已经掌握,不是高仿山特,又是一种结构
2024年,第一个批量单,
外圆锥面,这次不车爪了,316L一件,车个夹具,倒锥配配锥面,不要再问我为什么割断,不只开一条缝了,动脑子想想一想。
D24X295 调制轴加工
一波三折,网上接单,由于自己的原因,做的最差的一次。
刀杆测试来了,二代失败,继续研发,三代。
刀塔尾顶机,小轴加工实际操作,中心钻辅助夹具。
不锈钢304车销,刀片磨损分析,线速度高低的影响。
线速度不是进给速度。不要喷我
销轴车削,20根,30一根贵不贵?
精车批量,条件满足,用不开槽的金属陶瓷,车100件,磨损1个丝样子
程序,机床刀路,还有讲解,不知道能不能听懂
卡盘里面这个部件为什么不发黑
大家有空的试试,看下是不是绝大部分机,都可以干,希望大家评论区留言结果,我是A2-6主轴,8寸卡盘,转速,材料直径,吃刀走刀,刀片槽型,程序里面都有。
厂里面丝杆铜螺母坏了,车一个,TR60X10
掉头加工那个细长轴来了,8毫米毛胚,成品伸出70.5毫米,进行车削
你不识货,人民币会识货,太低的制造成本,注定没有好货,迟早出问题。
散件,把人干迷糊了。感谢B站朋友支持。
大面根部有槽,车光面不刮花
干焊疤,同牌号刀片,出现了卖家秀和买家秀效果,我也很无奈,
一种不同于SP/WC的U钻。高仿特固克TOP
日常开槽
100块钱一根,你信不信?
买白蜡木,自制台球杆,打个长台低杆,看下杆子性能。
老板说,这东西别人用1米的数控车可以车出来,我说我车不了,他说我技术不行,来了什么东西,都车不了
休假11天了,兼职挣点饭钱
去年干机加的,应该都认识这些零件
顶尖车细小的,要顶到什么程度。