V
主页
你不识货,人民币会识货,太低的制造成本,注定没有好货,迟早出问题。
发布人
-
打开封面
下载高清视频
观看高清视频
视频下载器
精车批量,条件满足,用不开槽的金属陶瓷,车100件,磨损1个丝样子
干焊疤,同牌号刀片,出现了卖家秀和买家秀效果,我也很无奈,
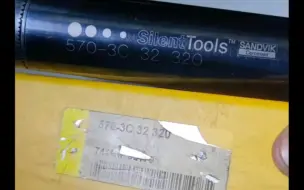
我已知的最强不锈钢刀片,看了宣传片,羡慕几年了,机缘巧合之下,买回来试试。山特维克2220。
早晚会出事,只适合中午干 普通正爪夹着 总长400x140粗。7075铝合金。
内孔端面怎么容易车光
刀杆测试来了,二代失败,继续研发,三代。
开工了,2023年,第一款活,今日收入375,给大家拜个晚年,新年快乐,新的一年祝大家心想事成,财源广进,大展宏兔……
成量卡尺,少用,下次换的话,买把TESA试试,听人说用5-6年,都不会这样 。
挖机钢套,这个8字油槽,真的铣好快的,3轴就可以了,便宜,漂亮
德威克数控车,售后真的可以。切断零件挤刀塔了,挤的有点厉害,轴承挂了。
偷烂懒,30件,干亏了,好像是报的6.5/件,来料加工。
这个是刀好还是机床好。
6套,没有降价,之前是4套,这个价格。东西精度不是很高,就是有点繁琐。
316L法兰盘车削,435外圆,厚度16,断续加工,用C型刀片的4个副角,干通的,确实好用
20号钢,干车,开水带手套,真的难受,速度又短,效率反而慢了,这样人舒服,速度快
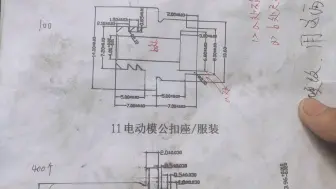
许氏第二代,已经研发成功,自主研发,设计,制造,设计5倍,8倍抗震效果,25的,1000/根,不带内冷和刀头,有意向的,打款预定
很讨厌这个小东西,拿不稳,切断下来找不到,图纸50件,少说要车60件
第二课,讲切槽,切断,不喜欢的,拉黑我,不要下面留言喷我,产品稳定干出来了,厂家书也是这样说
车削偏心件,最好是第一刀低速拉圆,可以大大提高刀具寿命,包括车削304不锈钢6方等,原理一样。
双偏心小轴车削,24件,做了夹具。
翻面,线速度300米,干车。第一刀车黑皮,转速低点。
今天不行,只干了360元,人没干多久,不会车内撑爪的,可以快进,小技巧
不振,夹小干大。
干加工的同行,一定要看!可能为你节约20多w。
越做感觉越亏,这个304很假,刀片收割机,含铣4.5/件。共671件。
去年干机加的,应该都认识这些零件
刀杆好,刀座也要好,不然还是振刀。都怀疑自己是假货。山特也会下压的,不过他很稳,车的过程中,不会下压越来越大,和国产的用起来,体验差距还是挺大的。刀座非常重要!
没想到粗糙度这么高,不测不知道,一测吓一跳,以后看到不锈钢,批量车加工粗糙度0.8,可以放心大胆的上了。粗糙度仪是北京凯达的。tr200
U钻小技巧,还有切断碎屑视频,一个是调制45#,一个是铝合金,G1插,碎屑,
许工二代,刀体,阻尼器,全是自主研发设计,加工。
合金钻头打孔效率可以达到普通高速钢钻头的10倍+
Q235a,开门冒着生命危险拍的,,车的还可以哈
160的刀杆,还可以,槽子车的
株钻干端面槽来了,直插效果不理想,怀疑是进给慢了,F0.12,调制42crmo有点黏,280-320HB,F0.12,横拉2毫米,F0.15,一块刀片干20件
2.5一个,只能猛车,质量下降,孔还要车的发,光数量还只有100,一分钱一分货。
通孔螺纹,你是先车孔倒角,掉头车螺纹,还是先车螺纹,掉头平头倒角
二谈中心高。
进口刀杆,和国产刀杆,真的是2个概念,普通刀杆,挑战5倍。德国威迪亚(盒子写的USA,美国产)
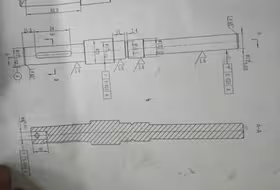
这根轴,报了200块钱,单件,只不过还有张图纸,差不多,就是长度不一样,报价目前还是瞎报阶段,表还是很准的,可能是慢工出细活,天气太热了,人干不动。
Pom精车慢走刀,也不缠绕