V
主页
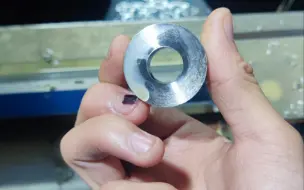
掉头加工那个细长轴来了,8毫米毛胚,成品伸出70.5毫米,进行车削
发布人
-
打开封面
下载高清视频
观看高清视频
视频下载器
可能是你见过的,最快的304切断
真实的国内工厂加工,10w的设备,10,20块钱的刀片,加工时间按秒算。
精车批量,条件满足,用不开槽的金属陶瓷,车100件,磨损1个丝样子
9到8.99,车削55长,伸出58长,304不锈钢,精车2200转,0.08
50粗45#切断,发个库存,4毫米刀片,F0.12,G50S1100,G96S75,新刀片上去就是这个效果,大家去试下效果
买白蜡木,自制台球杆,打个长台低杆,看下杆子性能。
日常开槽
内孔端面怎么容易车光
内槽,单边11毫米深,Q235,其实车光全靠刀杆加刀片
用废合金铣刀柄车成顶尖,再也不怕2顶飞出来了
316L法兰盘车削,435外圆,厚度16,断续加工,用C型刀片的4个副角,干通的,确实好用
大面根部有槽,车光面不刮花
真实工厂,小批量自动加工,不要被进口视频迷惑了
Q235A,切断,1450转(机床所限),F0.1,3毫米刀宽,
精车余量真的不是越少越好,我这是不锈钢,F0.09进给,R0.4刀尖,照样碎的很,单边40丝,端面40丝
90毛胚,夹4毫米,毛胚伸出43毫米,单边吃刀1.7个,走刀F0.25,转速1000,是不会掉下来的
200块钱贵吗?帮人出个往复螺纹程序,别人觉得我贵,下次应该先确认价格,在动手,在上机试程序
2款东西,皮带轮10件,轴20根,保多少钱,还没有报价的,轮子干了6小时,轴3小时
大孔这样平底,效率高,刀片寿命好
干焊疤,同牌号刀片,出现了卖家秀和买家秀效果,我也很无奈,
刀杆测试来了,二代失败,继续研发,三代。
早晚会出事,只适合中午干 普通正爪夹着 总长400x140粗。7075铝合金。
316L,实心料开始车,100块钱一根,300块钱3根,中间24的孔,总长260,2头自己对接打穿,这个价格,没谁了
奇葩车削,可能是B站最软车削,比优力胶还软,不是所有的圆的,都要给车床干。
Q235(A3钢,没有热处理,株洲钻石刀片)
昨日协商了,等他招到人,我就走,今日就来了高难度活,正好今日我有事,有点烦躁,晚上加班打烊出来了,这个东西原价多少你们可以猜猜,我叫他要了350/根,共3根
天天说安全第一,慢一点,慢了你又说慢了,说做不了,你说别人厂能做,材料又舍不得材料,要车单边6,7个下去,提桶跑路快了。
检测刀杆,机床刚性最简单的方法,看开粗304不锈钢振刀不振刀。
最怕干紫铜
90丝台阶,薄壁掉头车削。
打6个孔,被加工中心把上面台阶搞出6方来了,还搞的好花
去年干机加的,应该都认识这些零件
4块钱一件 40件,精车贵不贵?
线速度不是进给速度。不要喷我
病态的中国制造(今天去跑刀片的所见所闻)
德威克数控车,售后真的可以。切断零件挤刀塔了,挤的有点厉害,轴承挂了。
快速打小孔,靠模,机加入门小知识
车了300长, 螺纹M20X2.5车了155长,后面是19.9,这个图纸也是Q235,开粗单边1.5 F0.25-0.22,分段开粗,车螺纹,不算弯吧
掉头没拍,用的ER夹头,夹的工件,个个对刀,平头打1.7的底孔,还好只有4件,304不锈钢。
从业多年,开过最差的车床,金汤车床,垃圾中的垃圾,6150+6140含税还要16w