V
主页
之前发了一个套用程序的视频,有老铁说太长,看的脑壳疼😂,今天来个短的,套用改车爪子
发布人
-
打开封面
下载高清视频
观看高清视频
视频下载器
有老铁说我们这机械车间有点假😂
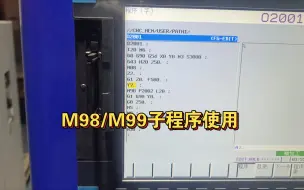
M98子程序调用一个套路程序简单说明
工件不大 加工时间不小
拉个毛坯1小时40分我们是不是又在摸鱼了
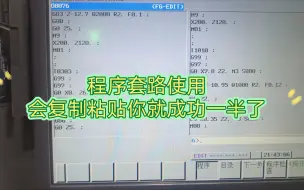
车床学徒或者小白可以进来参考一下套路,老师傅请绕道。(这是一个关于程序框架套路使用的视频)
过年回来第一个班《报废追加》😂
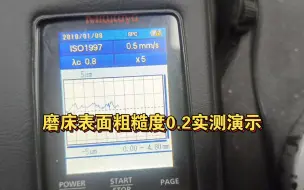
磨床加工表面 表面粗糙度√Ra0.2实测(接上个视频)
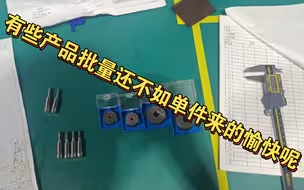
车床批量加工简与繁,1序和7序
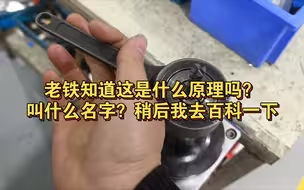
这个扳手有点黑,机加工十年了至今不知道什么原理
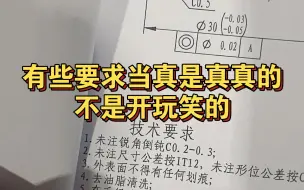
昨天看到一个B站老铁评论我那个修螺母的视频,说粗糙度达标了不就好了嘛;那么今天给老铁们看看我们的图纸技术要求
向B站老铁们讨教个问题,你们车铝材料,一搬切削参数多少(夹3MM,Φ120*50的6061进口材料)
这是一个没有收获的8小时😂
那个投影,三坐标都不好使的轴又回来了,看我今天怎么盘它
交期紧张,一再压缩工时,真的能做好质量嘛🙄
0.5刀要我磨成0.3用,你要上天嘛
今年的两台新机床已经安排好了
说好的阻尼刀杆没来,活还是要干😂
暑期小朋友来了,发视频都发不香了
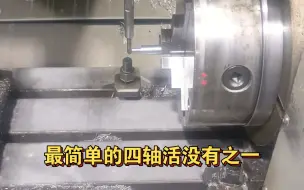
活简单,工艺更简单,就是拆了的四轴和夹具收拾起来费劲
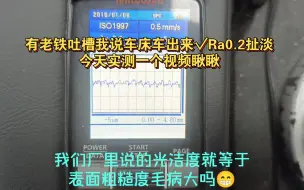
车床加工表面 表面粗糙度√Ra0.2实测(下一个视频磨床0.2实测)
燕尾槽①工件车床加工,稍后大一号的②工件
干就完了,车床0.2光洁度一样稳妥妥地
车床爪子+工装
算不算天花板级的你说说看
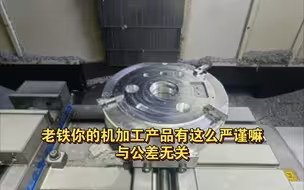
小小工件要求不小(平面度0.012 光洁度0.08 公差0.02)
搞机加工的紧急催货是有多疯狂,,,
是真是假都是兄弟们一起搞出来的(不喜勿喷,这个视频有点出卖兄弟了😂)
肉都是给别人的,自己厂里啃骨头这操作一直不太理解
燕尾槽②工件
之前车床的Φ32深188的孔件,加工中心精加工进行中
三坐标还不会用的我,是如何确认它是OK件的
上班摸鱼的日子突然就来了
老铁下班回家想加班,上班就不能太累咯
老铁天寒请加衣,工作什么的都是次要的,身体才是根本
辛苦修行为哪般
这里车床只是为加工中心解决疑难杂症和反复修夹伤和毛刺划伤😓
搞机加工不是搞研究,死磕没必要,套路多的是,灵活运用才是王道
新的摩擦焊工艺回来了打个样确认工艺
来啥干啥就没有干不了的(放个大话缓解缓解压力😂😃)
6MM*Φ252MM平面度要求0.05以内,老规矩盘它