V
主页
京东 11.11 红包
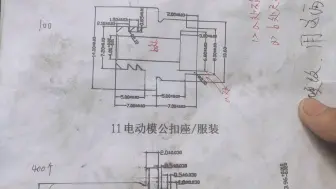
如何在光杆上面快速扎多个卡簧槽(视频是返修,那个师傅今天上午走的,下午客户反应,卡簧槽窄了,拿回来返修)
发布人
快速扎多个槽,不震刀,
打开封面
下载高清视频
观看高清视频
视频下载器
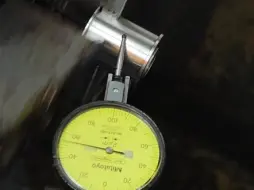
2顶精车不锈钢管,如果让顶尖不跳。
50粗45#切断,发个库存,4毫米刀片,F0.12,G50S1100,G96S75,新刀片上去就是这个效果,大家去试下效果
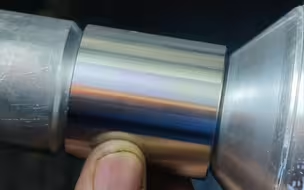
不知道是显微镜还是单反配件,滚画还只能滚中件,2头还一个0.5宽的卡簧槽圈住,还好是铝合金的,要是钢的顺坏机床精度
快速打小孔,靠模,机加入门小知识
线速度不是进给速度。不要喷我
很讨厌这个小东西,拿不稳,切断下来找不到,图纸50件,少说要车60件
内孔端面怎么容易车光
第二课,讲切槽,切断,不喜欢的,拉黑我,不要下面留言喷我,产品稳定干出来了,厂家书也是这样说
用废合金铣刀柄车成顶尖,再也不怕2顶飞出来了
早晚会出事,只适合中午干 普通正爪夹着 总长400x140粗。7075铝合金。
刀杆测试来了,二代失败,继续研发,三代。
精车批量,条件满足,用不开槽的金属陶瓷,车100件,磨损1个丝样子
改了冷却,很有效果,切断效果杆杆的。
5张全部可以车出来的,去大城市工资1w+起步
切削力大,选择C型刀片,W型不行。
挖机钢套,这个8字油槽,真的铣好快的,3轴就可以了,便宜,漂亮
M8X0.35 ,日常开粗走刀都是0.3到0.4,内孔7.2,慢慢干 ,总感觉螺纹变形歪了,40件。
研发的路,不可能是一番风顺,失败的多。最大的不足,是资本不够。
2.5一个,只能猛车,质量下降,孔还要车的发,光数量还只有100,一分钱一分货。
200块钱贵吗?帮人出个往复螺纹程序,别人觉得我贵,下次应该先确认价格,在动手,在上机试程序
2个月来,最挣钱的一张图纸,好顶尖直接影响效率车轴效率。
广数980系统攻丝指令,格式,一个朋友问我,我就随便给他演示下,顺便分享下
让我害怕的304不锈钢,我感觉是假料。
买白蜡木,自制台球杆,打个长台低杆,看下杆子性能。
我已知的最强不锈钢刀片,看了宣传片,羡慕几年了,机缘巧合之下,买回来试试。山特维克2220。
160的刀杆,还可以,槽子车的
偷烂懒,30件,干亏了,好像是报的6.5/件,来料加工。
U钻小技巧,还有切断碎屑视频,一个是调制45#,一个是铝合金,G1插,碎屑,
5.5粗,总长39.6 屁股台阶4毫米长,调制45#,诀窍就是G71开粗到12毫米,然后我粗车刀,一刀从12干到5.75在精车一刀 这样粗车刀寿命好,精车稳定
住友FB精车槽型是好东西
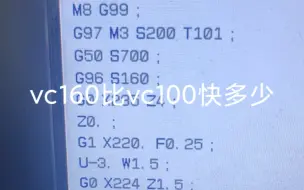
VC160比VC100,快多少?只改了外圆的VC,380秒比894秒,2.35:1,一个刀尖车8件左右,vc160,vc100车很多件,你们怎么选
从左往右车,刀尖圆弧补偿怎么用,线速度怎么用,
这是一台老普车,大连6150车的(不是我本人车),材料p20,一个模具老师傅车的,漂亮,用的5元/片的刀片
奇葩车削,可能是B站最软车削,比优力胶还软,不是所有的圆的,都要给车床干。
国产刀片站起来,株洲钻石,不负党的希望,:线速度280,45号钢,ap2,f0.25,不比进口刀片差,价格便宜一半,中国制造,加油。
很有用的车削技术,推荐收藏
如何让6150干530大的法兰盘
1.松开工件要勉勉强强能进,,2夹紧用内孔刀,下来找位置,刚刚好能够见光。然后就好了,车卡爪,我认为成本最低,车芯棒也可以,车套线割2半也可以。
跳动10-20丝,调制40cr,50车到20,毛胚弯了,走刀0.3到0.33,线速度100米,单边1.6,第一刀有点狠
为啥最近没有发视频啊,我也要挣钱,没有量,就不会拍,现在散件价格很低,拍下视频,就是半张图,简单的一张图,一天还是要干几张图的。