V
主页
京东 11.11 红包
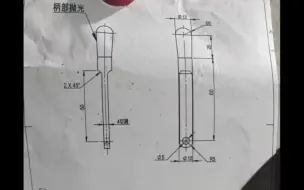
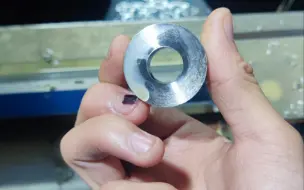
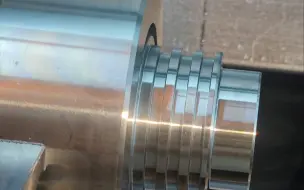
挖机钢套,这个8字油槽,真的铣好快的,3轴就可以了,便宜,漂亮
发布人
-
打开封面
下载高清视频
观看高清视频
视频下载器
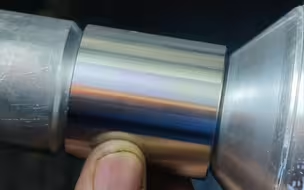
精车余量真的不是越少越好,我这是不锈钢,F0.09进给,R0.4刀尖,照样碎的很,单边40丝,端面40丝
一般的师傅,还车不了,只会棒料切断车,车成型爪子,希望给B友面,一点借鉴作用
知道这种工艺的人应该都是资深工程师
操机仔:这刀片真好,开一晚上一点声音都没有
真佩服大师的技术
可能是你见过的,最快的304切断
5张全部可以车出来的,去大城市工资1w+起步
成量卡尺,少用,下次换的话,买把TESA试试,听人说用5-6年,都不会这样 。
304精车碎屑,F0.08进给,单边15丝,再也不怕刮花零件表面报废。
最怕干紫铜
20号钢,干车,开水带手套,真的难受,速度又短,效率反而慢了,这样人舒服,速度快
这种锥形的螺纹零件用在什么地方?
这几天做了一笔单子搞错了数量,多做了一个坦克的充气假目标,有谁要的,可以低价出。
2顶精车不锈钢管,如果让顶尖不跳。
内孔刀,快速对中心,平轨,斜轨,都可以用
这是一台老普车,大连6150车的(不是我本人车),材料p20,一个模具老师傅车的,漂亮,用的5元/片的刀片
Q235a,开门冒着生命危险拍的,,车的还可以哈
火花塞氧化铝头部做刀具,不光但利
你没见过的数控,车床系统,爆改
一种昂贵的铅笔削尖方法
效率是第一生产力
内槽,单边11毫米深,Q235,其实车光全靠刀杆加刀片
200块钱贵吗?帮人出个往复螺纹程序,别人觉得我贵,下次应该先确认价格,在动手,在上机试程序
日常开槽
一手单价格敌不过三手单,这个是真的。
车工三大愁,铁烫眼,两手油,挑丝断刀头
316L,挖内端面槽,确实挺难车的,46深
这个铝盆儿怎么活了,知道了自己的归宿。
做加工的焦虑:爆单时,年底准备加机、换车。没单时,电费都交不起灯都不敢开.淡季时连觉都睡不着,完全没有放松的时候
天天说安全第一,慢一点,慢了你又说慢了,说做不了,你说别人厂能做,材料又舍不得材料,要车单边6,7个下去,提桶跑路快了。
316L,实心料开始车,100块钱一根,300块钱3根,中间24的孔,总长260,2头自己对接打穿,这个价格,没谁了
#工业垃圾 #红旗 是如何造车的#有一种奋进叫中国汽车
数控师傅,编程,一听高端大气,其实就是按绿箭 ,有点东西比流水线还累,车床还危险。
麻辣烫锅,食品级304不锈钢,变成了201,淘宝上面的304锅,会不会也是201
焊疤断续切削,4个螺丝孔,淘宝刀片上去就挂,刀片贵是有道理的,时间效率成本成正比
厂里面丝杆铜螺母坏了,车一个,TR60X10
平底,之前说过的,好像没有发程序,这次又来了差不多的,一刀拉平底,程序发下,还有切削声音,很顺的,材料Q235,开水屑子就不缠绕,最好用正角刀片
为什么滚轮可以在金属表面滚出花纹? #科普 #解压 #金属加工 #滚花
你怎么开的机?
用ck6150干这个东西,亏死,走心机活,没量走心机也不干,材料又下的死,想加长,打个中心孔,顶着车,最后平头都不行,真便宜,15块钱,车割打孔,20件