V
主页
日常散件加工,铝合金和不锈钢
发布人
-
打开封面
下载高清视频
观看高清视频
视频下载器
A3管切断,挺爽,碎屑,A3黏性材料,株洲钻石这款真比克洛伊要好,不锈钢钢通用型
我已知的最强不锈钢刀片,看了宣传片,羡慕几年了,机缘巧合之下,买回来试试。山特维克2220。
焖车了,7075铝合金不要钱一样,图纸最大厚度46,下了60.5厚,挣铝渣
精车余量真的不是越少越好,我这是不锈钢,F0.09进给,R0.4刀尖,照样碎的很,单边40丝,端面40丝
很讨厌这个小东西,拿不稳,切断下来找不到,图纸50件,少说要车60件
2205不锈钢薄壁件车削。
真实工厂,小批量自动加工,不要被进口视频迷惑了
伸出50毫米,车削47.3长,稳定0.02,304不锈钢,8毫米毛胚,精车0.08进给,随意光刀不振
这个25贵吗?,304不锈钢,165x110,41件,干掉了6块桃形,1块切断刀片,看我干的块,又来一批,还要砍我的价,要给我20,本来就报便宜了,还这样……
可能是你见过的,最快的304切断
造刀杆,用的最贵的钢体材料,也是最硬的,58-60hrc,电渣LG模具钢,这个材料造出来的刀杆,性能可以超进口,这个内部阻尼器,没有用高比重合金,效果非常好。
早晚会出事,只适合中午干 普通正爪夹着 总长400x140粗。7075铝合金。
当切削参数突破了,打开了一扇新的大门,打破了我们以往的认知,304不锈钢加工
换了小米14,发个分段加工,小件不锈钢吧。
散件,把人干迷糊了。感谢B站朋友支持。
感谢B友发来的大单。成本和加工视频。
没想到粗糙度这么高,不测不知道,一测吓一跳,以后看到不锈钢,批量车加工粗糙度0.8,可以放心大胆的上了。粗糙度仪是北京凯达的。tr200
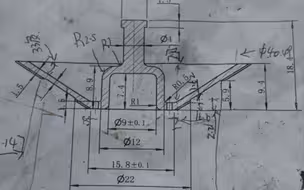
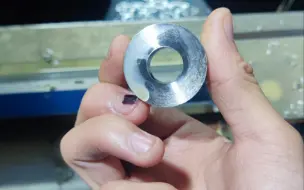
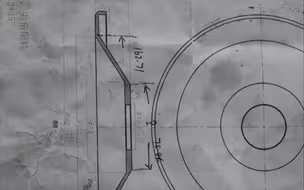
这个件,加工,有点技巧,分享。
不知道是显微镜还是单反配件,滚画还只能滚中件,2头还一个0.5宽的卡簧槽圈住,还好是铝合金的,要是钢的顺坏机床精度
第二课,讲切槽,切断,不喜欢的,拉黑我,不要下面留言喷我,产品稳定干出来了,厂家书也是这样说
精车批量,条件满足,用不开槽的金属陶瓷,车100件,磨损1个丝样子
内孔刀,快速对中心,平轨,斜轨,都可以用
4j32a屑子可以卖多少钱1kg,含镍32%
20号钢,干车,开水带手套,真的难受,速度又短,效率反而慢了,这样人舒服,速度快
加工304L,株洲钻石全新不锈钢系列M20T,优异的加工表面,在F0.05的慢速走刀情况下,依旧保持优秀的控屑能力,优质的耐磨涂层,稳定尺寸精度。
【整整600集】这绝对是B站讲的最全的机械加工工艺和加工设备教程,从入门到精通,少走99%的弯路!这还学不会,我退出机械圈!机械设计
316L法兰盘车削,435外圆,厚度16,断续加工,用C型刀片的4个副角,干通的,确实好用
麻辣烫锅,食品级304不锈钢,变成了201,淘宝上面的304锅,会不会也是201
第三代 伸出175毫米 25 7倍 R0.8刀尖 ,单边2毫米 F0.2。
薄壁车削,只要是夹具,改变受力的方向。给大家参考。
液压卡盘不保养的下场,多久打一次油,多久清洗一次。
高难度,异形不锈钢空心细长轴加工,直径比20+,突破一下自己,技术不能分享(内置阻尼器了,把刀杆技术运用在工件上面,粗车可以用08角开粗,一头车过去。)
偏心件车削加工,还有看长沙2022机床展,个人发现的亮点
你们猜猜价格,毛胚感觉像316L,反正不上磁,图纸就写的不锈钢。
Q235a,开门冒着生命危险拍的,,车的还可以哈
一般的师傅,还车不了,只会棒料切断车,车成型爪子,希望给B友面,一点借鉴作用
去年干机加的,应该都认识这些零件
枪械制造2
用废合金铣刀柄车成顶尖,再也不怕2顶飞出来了
切槽,车卡爪,内孔是锥孔,蹦锥孔切槽