V
主页
京东 11.11 红包
真实的国内工厂加工,10w的设备,10,20块钱的刀片,加工时间按秒算。
发布人
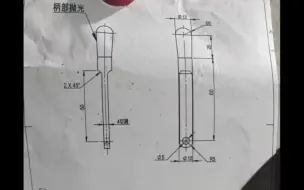
3块钱一个,600个,来料加工,45号黑皮,还需要掉头加工,外径+-0.01,长度+-0.03,按秒来算,3000转,单边1.6,F0.27开粗,4000转精车,光洁度要求高。
打开封面
下载高清视频
观看高清视频
视频下载器
这个25贵吗?,304不锈钢,165x110,41件,干掉了6块桃形,1块切断刀片,看我干的块,又来一批,还要砍我的价,要给我20,本来就报便宜了,还这样……
大孔这样平底,效率高,刀片寿命好
病态的中国制造(今天去跑刀片的所见所闻)
越做感觉越亏,这个304很假,刀片收割机,含铣4.5/件。共671件。
700/个,一小时平均200块钱加工费,(别人搞不定,外圆R4.5螺纹,F10)
焊疤断续切削,4个螺丝孔,淘宝刀片上去就挂,刀片贵是有道理的,时间效率成本成正比
许氏高刚性阻尼减震刀杆搭配德威克高刚性硬轨数控车,可以实现对高硬度,进行高效加工,实现以车代磨,试加工直径63,材料硬度hrc52,刀片京瓷kbn25M,
内槽,单边11毫米深,Q235,其实车光全靠刀杆加刀片
50粗45#切断,发个库存,4毫米刀片,F0.12,G50S1100,G96S75,新刀片上去就是这个效果,大家去试下效果
刀片评测,车削新标杆,瓦尔特金虎,超国内刀片10年,强的没有对手,太可怕了,以前编程技巧。
去年干机加的,应该都认识这些零件
切削力大,选择C型刀片,W型不行。
株洲钻石的良心刀片,打击克洛伊 45粗45号 横转速1000转,0.15进给,G1插
大家有空的试试,看下是不是绝大部分机,都可以干,希望大家评论区留言结果,我是A2-6主轴,8寸卡盘,转速,材料直径,吃刀走刀,刀片槽型,程序里面都有。
我已知的最强不锈钢刀片,看了宣传片,羡慕几年了,机缘巧合之下,买回来试试。山特维克2220。
有没有什么好方法去除线割的纹路(这样打,一天一个人,就25-30个成品 还丑)
一般的师傅,还车不了,只会棒料切断车,车成型爪子,希望给B友面,一点借鉴作用
316L,实心料开始车,100块钱一根,300块钱3根,中间24的孔,总长260,2头自己对接打穿,这个价格,没谁了
日常开槽
功率小的机床,或者小轴用开槽刀片,切削力小,不易弯曲
本来厂里没人会做这种螺纹铣刀。自从一万二的师傅来了以后发现就没有他不会做的。客户定制今天做下来看着可还行?#钨钢铣刀 #螺纹铣刀 #螺纹加工
精车批量,条件满足,用不开槽的金属陶瓷,车100件,磨损1个丝样子
国产刀片站起来,株洲钻石,不负党的希望,:线速度280,45号钢,ap2,f0.25,不比进口刀片差,价格便宜一半,中国制造,加油。
买白蜡木,自制台球杆,打个长台低杆,看下杆子性能。
焖车了,7075铝合金不要钱一样,图纸最大厚度46,下了60.5厚,挣铝渣
2款东西,皮带轮10件,轴20根,保多少钱,还没有报价的,轮子干了6小时,轴3小时
精车余量真的不是越少越好,我这是不锈钢,F0.09进给,R0.4刀尖,照样碎的很,单边40丝,端面40丝
不锈钢无缝管扩孔,以前难扩是钻头不行,加工大约7-8米距离,全部完成中间没有修磨,就普通含钴高速钢的,1.先车导向,深1.5D,比钻头大0.05,然后扩孔,
内孔端面怎么容易车光
许工二代,刀体,阻尼器,全是自主研发设计,加工。
8.0毛胚直径304,碎屑加工,粗精都断屑,稳定0.01公差,
用ck6150干这个东西,亏死,走心机活,没量走心机也不干,材料又下的死,想加长,打个中心孔,顶着车,最后平头都不行,真便宜,15块钱,车割打孔,20件
大面根部有槽,车光面不刮花
让我害怕的304不锈钢,我感觉是假料。
当切削参数突破了,打开了一扇新的大门,打破了我们以往的认知,304不锈钢加工
干焊疤,同牌号刀片,出现了卖家秀和买家秀效果,我也很无奈,
真实工厂,小批量自动加工,不要被进口视频迷惑了
二谈中心高。
螺纹车的还可以,45号未调制,机床限制,1000转,M40x2,刀片是株洲钻石钢和不锈钢通用型刀片
D25X6倍,上CNMG 双面负角刀片,进行粗车。