V
主页
京东 11.11 红包
2款东西,皮带轮10件,轴20根,保多少钱,还没有报价的,轮子干了6小时,轴3小时
发布人
-
打开封面
下载高清视频
观看高清视频
视频下载器
真实的国内工厂加工,10w的设备,10,20块钱的刀片,加工时间按秒算。
A3管切断,挺爽,碎屑,A3黏性材料,株洲钻石这款真比克洛伊要好,不锈钢钢通用型
一般的师傅,还车不了,只会棒料切断车,车成型爪子,希望给B友面,一点借鉴作用
Pom精车慢走刀,也不缠绕
304精车碎屑,F0.08进给,单边15丝,再也不怕刮花零件表面报废。
2顶精车不锈钢管,如果让顶尖不跳。
外圆外槽刀杆一样重要
不锈钢304车销,刀片磨损分析,线速度高低的影响。
100块钱一根,你信不信?
316L,挖内端面槽,确实挺难车的,46深
日常开槽
株洲钻石的良心刀片,打击克洛伊 45粗45号 横转速1000转,0.15进给,G1插
从业多年,开过最差的车床,金汤车床,垃圾中的垃圾,6150+6140含税还要16w
内径杠杆表,怎么量的更准,我的经验(我师傅也是这样教我的)
用ck6150干这个东西,亏死,走心机活,没量走心机也不干,材料又下的死,想加长,打个中心孔,顶着车,最后平头都不行,真便宜,15块钱,车割打孔,20件
程序11分钟不到 80/件,UP主这个东西,是不是天价?
如何在光杆上面快速扎多个卡簧槽(视频是返修,那个师傅今天上午走的,下午客户反应,卡簧槽窄了,拿回来返修)
第二课,讲切槽,切断,不喜欢的,拉黑我,不要下面留言喷我,产品稳定干出来了,厂家书也是这样说
鼠年最后一个技术视频,实心料车垫圈,快速,节约材料
通孔螺纹,你是先车孔倒角,掉头车螺纹,还是先车螺纹,掉头平头倒角
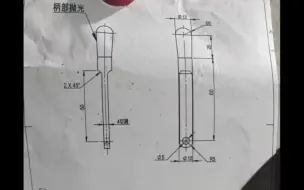
这根轴,报了200块钱,单件,只不过还有张图纸,差不多,就是长度不一样,报价目前还是瞎报阶段,表还是很准的,可能是慢工出细活,天气太热了,人干不动。
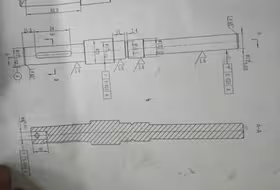
5.5粗,总长39.6 屁股台阶4毫米长,调制45#,诀窍就是G71开粗到12毫米,然后我粗车刀,一刀从12干到5.75在精车一刀 这样粗车刀寿命好,精车稳定
平底,之前说过的,好像没有发程序,这次又来了差不多的,一刀拉平底,程序发下,还有切削声音,很顺的,材料Q235,开水屑子就不缠绕,最好用正角刀片
一个简单的零件,加工顺序,粗外,打孔,内粗,精内,精外。
U钻打孔碎渣,参数比内冷重要,U可以大大提高加工效率,碎渣安全加工,铁屑也不占空间
偏心件车削加工,还有看长沙2022机床展,个人发现的亮点
60度螺纹车削深度,到底怎么算,和你用的刀片有关系,刀片不一样,车的不一样
刀杆其实有很多实战案例,只是我一直没有发而已。这个40x10D,加工薄壁件,刀杆还出来了350,孔直径130,总有人说我车的太短了,还有ccmt振不振。2个案例
长棒中心有丝,强烈推荐车床攻丝(螺旋丝攻第一推荐)
造刀杆,用的最贵的钢体材料,也是最硬的,58-60hrc,电渣LG模具钢,这个材料造出来的刀杆,性能可以超进口,这个内部阻尼器,没有用高比重合金,效果非常好。
奇葩车削,可能是B站最软车削,比优力胶还软,不是所有的圆的,都要给车床干。
当切削参数突破了,打开了一扇新的大门,打破了我们以往的认知,304不锈钢加工
挖槽,掏空
管他几个,一刀过,调制42crmo,320hb,线速度150米,F0.25,铁屑都不变色
M8X0.35 ,日常开粗走刀都是0.3到0.4,内孔7.2,慢慢干 ,总感觉螺纹变形歪了,40件。
160的刀杆,还可以,槽子车的
大面根部有槽,车光面不刮花
小技巧,毛胚巧车台阶,定位,针对散件,单件
双偏心小轴车削,24件,做了夹具。
这个件,加工,有点技巧,分享。