V
主页
D25X6倍,上CNMG 双面负角刀片,进行粗车。
发布人
-
打开封面
下载高清视频
观看高清视频
视频下载器
成功利用二代25杆装的小阻尼器,造出大一号刀杆,这一代有阻尼油,O型圈,目前面条杆,精车还行,粗车不行,表示着减震技术已经掌握,不是高仿山特,又是一种结构
我已知的最强不锈钢刀片,看了宣传片,羡慕几年了,机缘巧合之下,买回来试试。山特维克2220。
许氏高刚性阻尼减震刀杆搭配德威克高刚性硬轨数控车,可以实现对高硬度,进行高效加工,实现以车代磨,试加工直径63,材料硬度hrc52,刀片京瓷kbn25M,
国产刀片站起来,株洲钻石,不负党的希望,:线速度280,45号钢,ap2,f0.25,不比进口刀片差,价格便宜一半,中国制造,加油。
D32X5D,粗车+精车,实验成功 ,使用cnmg120408。还是小阻尼器,纯机械结构,不惧高温,可以干车(山特结构怕高温)例如cbn硬车,铸铁,石墨等特殊。
二谈中心高。
20X8D,目前已经量产,回报粉丝,600/根,不包邮 ,不带头,不带内出水。
干焊疤,同牌号刀片,出现了卖家秀和买家秀效果,我也很无奈,
这个25贵吗?,304不锈钢,165x110,41件,干掉了6块桃形,1块切断刀片,看我干的块,又来一批,还要砍我的价,要给我20,本来就报便宜了,还这样……
内孔端面怎么容易车光
刀杆好,刀座也要好,不然还是振刀。都怀疑自己是假货。山特也会下压的,不过他很稳,车的过程中,不会下压越来越大,和国产的用起来,体验差距还是挺大的。刀座非常重要!
自制第一代,高强度,阻尼刀杆,5倍径。
液压卡盘不保养的下场,多久打一次油,多久清洗一次。
大家有空的试试,看下是不是绝大部分机,都可以干,希望大家评论区留言结果,我是A2-6主轴,8寸卡盘,转速,材料直径,吃刀走刀,刀片槽型,程序里面都有。
铁屑状态挺好,喜欢,精车刀片是修光刃刀片,这个不错,高进给。
翻面,线速度300米,干车。第一刀车黑皮,转速低点。
成量卡尺,少用,下次换的话,买把TESA试试,听人说用5-6年,都不会这样 。
不锈钢304车销,刀片磨损分析,线速度高低的影响。
2个月来,最挣钱的一张图纸,好顶尖直接影响效率车轴效率。
U钻小技巧,还有切断碎屑视频,一个是调制45#,一个是铝合金,G1插,碎屑,
大孔这样平底,效率高,刀片寿命好
CBN暴力车铸铁,vc平均500米
許氏机械式设计,客户实战,1cr18ni9ti 单边1.85 F0.3 25的杆,满足客户要求,个性化定制刀头,上wnmg080408刀头,实现6刀尖可用。
D20阻尼刀杆,出来123毫米,进行粗车演示。志在打造能开粗的刀杆,实现高效率加工。
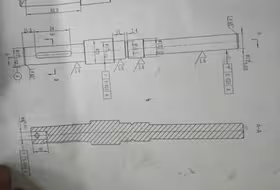
D24X295 调制轴加工
销轴车削,20根,30一根贵不贵?
Q235a,开门冒着生命危险拍的,,车的还可以哈
平底孔,G72斜进粗车
真实的国内工厂加工,10w的设备,10,20块钱的刀片,加工时间按秒算。
散件,把人干迷糊了。感谢B站朋友支持。
一种不同于SP/WC的U钻。高仿特固克TOP
越做感觉越亏,这个304很假,刀片收割机,含铣4.5/件。共671件。
我认知的,最强阻尼刀杆,出来14DX25,ap2.0 vc200m f0.2。原来阻尼刀杆还可以这样干,希望有国产厂家,也能跟风,出视频,展示中国制造,中国力量
为啥最近没有发视频啊,我也要挣钱,没有量,就不会拍,现在散件价格很低,拍下视频,就是半张图,简单的一张图,一天还是要干几张图的。
刀杆其实有很多实战案例,只是我一直没有发而已。这个40x10D,加工薄壁件,刀杆还出来了350,孔直径130,总有人说我车的太短了,还有ccmt振不振。2个案例
顶尖车细小的,要顶到什么程度。
切槽,车卡爪,内孔是锥孔,蹦锥孔切槽
双偏心小轴车削,24件,做了夹具。
这根轴,报了200块钱,单件,只不过还有张图纸,差不多,就是长度不一样,报价目前还是瞎报阶段,表还是很准的,可能是慢工出细活,天气太热了,人干不动。
刀塔机,损失一部分转速,也能换来大扭矩。