V
主页
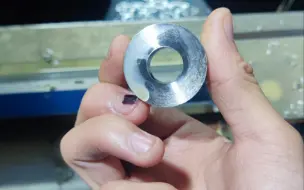
平底,之前说过的,好像没有发程序,这次又来了差不多的,一刀拉平底,程序发下,还有切削声音,很顺的,材料Q235,开水屑子就不缠绕,最好用正角刀片
发布人
中心还有一点点凸起,中心高有一点点不对,不是我对的刀,那个师傅对的刀,应该是真心高高了,他先对的U钻,没有先对这个平底车刀
打开封面
下载高清视频
观看高清视频
视频下载器
可能是你见过的,最快的304切断
天天说安全第一,慢一点,慢了你又说慢了,说做不了,你说别人厂能做,材料又舍不得材料,要车单边6,7个下去,提桶跑路快了。
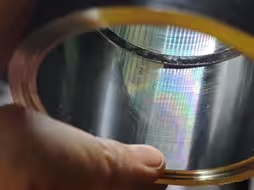
大孔这样平底,效率高,刀片寿命好
Q235(A3钢,没有热处理,株洲钻石刀片)
50粗45#切断,发个库存,4毫米刀片,F0.12,G50S1100,G96S75,新刀片上去就是这个效果,大家去试下效果
精车余量真的不是越少越好,我这是不锈钢,F0.09进给,R0.4刀尖,照样碎的很,单边40丝,端面40丝
通孔螺纹,你是先车孔倒角,掉头车螺纹,还是先车螺纹,掉头平头倒角
真实的国内工厂加工,10w的设备,10,20块钱的刀片,加工时间按秒算。
硬车,刀片还可以的话,不会像网红视频那样,火花四溅。
A3管切断,挺爽,碎屑,A3黏性材料,株洲钻石这款真比克洛伊要好,不锈钢钢通用型
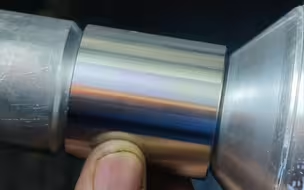
许氏高刚性阻尼减震刀杆搭配德威克高刚性硬轨数控车,可以实现对高硬度,进行高效加工,实现以车代磨,试加工直径63,材料硬度hrc52,刀片京瓷kbn25M,
60度螺纹车削深度,到底怎么算,和你用的刀片有关系,刀片不一样,车的不一样
造刀杆,用的最贵的钢体材料,也是最硬的,58-60hrc,电渣LG模具钢,这个材料造出来的刀杆,性能可以超进口,这个内部阻尼器,没有用高比重合金,效果非常好。
开切削液反而坏了事,刀片10块钱的淘宝杂牌,韧性不行,缠屑一打刀尖,就坏了
这样的渣刀片都不坏,山特维克一车就是这样的屑,还寿命长,线速度150米,ap3 f0.3调质20crmoA
如何让6150干530大的法兰盘
鼠年最后一个技术视频,实心料车垫圈,快速,节约材料
2顶精车不锈钢管,如果让顶尖不跳。
这个25贵吗?,304不锈钢,165x110,41件,干掉了6块桃形,1块切断刀片,看我干的块,又来一批,还要砍我的价,要给我20,本来就报便宜了,还这样……
Pom精车慢走刀,也不缠绕
成量卡尺,少用,下次换的话,买把TESA试试,听人说用5-6年,都不会这样 。
你没见过的数控,车床系统,爆改
第二课,讲切槽,切断,不喜欢的,拉黑我,不要下面留言喷我,产品稳定干出来了,厂家书也是这样说
厂里面丝杆铜螺母坏了,车一个,TR60X10
车锥孔,最合适的刀路,可以用大刀杆,不震刀,不卡渣,很简单的宏程序,不懂可以留言。
干焊疤,同牌号刀片,出现了卖家秀和买家秀效果,我也很无奈,
刀杆测试来了,二代失败,继续研发,三代。
如何在光杆上面快速扎多个卡簧槽(视频是返修,那个师傅今天上午走的,下午客户反应,卡簧槽窄了,拿回来返修)
铁屑状态挺好,喜欢,精车刀片是修光刃刀片,这个不错,高进给。
材料下的非常斜,先用正抓车一个夹位,然后在加工,安全第一,这样就不会飞
切削力大,选择C型刀片,W型不行。
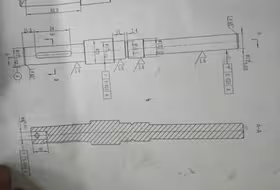
这根轴,报了200块钱,单件,只不过还有张图纸,差不多,就是长度不一样,报价目前还是瞎报阶段,表还是很准的,可能是慢工出细活,天气太热了,人干不动。
买白蜡木,自制台球杆,打个长台低杆,看下杆子性能。
超高速钢件车销,刀片测试。
听说sus321,1cr18ni9ti很难搞,株洲钻石来试试 ,实战线速度120,材料去除12kg/刀尖
304精车碎屑,F0.08进给,单边15丝,再也不怕刮花零件表面报废。
越做感觉越亏,这个304很假,刀片收割机,含铣4.5/件。共671件。
2个月来,最挣钱的一张图纸,好顶尖直接影响效率车轴效率。
刀片评测,车削新标杆,瓦尔特金虎,超国内刀片10年,强的没有对手,太可怕了,以前编程技巧。
株钻干端面槽来了,直插效果不理想,怀疑是进给慢了,F0.12,调制42crmo有点黏,280-320HB,F0.12,横拉2毫米,F0.15,一块刀片干20件