V
主页
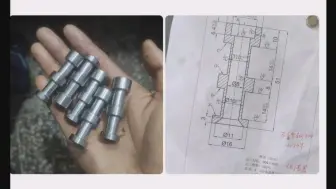
20x8,超倍测试,出来9D,加工钢件。使用dcmt11t304,走刀0.15。
发布人
-
打开封面
下载高清视频
观看高清视频
视频下载器
精车余量真的不是越少越好,我这是不锈钢,F0.09进给,R0.4刀尖,照样碎的很,单边40丝,端面40丝
内槽,单边11毫米深,Q235,其实车光全靠刀杆加刀片
钢件精车,我觉得最好的槽型,株洲钻石XF槽型。
如何让6150干530大的法兰盘
内孔端面怎么容易车光
刀杆测试来了,二代失败,继续研发,三代。
40x7D,内置钨合金自谐调阻尼器,超强刚性,山特最新宣传片,7D还是用的DCMT11T308,直径150,我这个直径123,但是我是wnmg080408。
攻丝
真实工厂,小批量自动加工,不要被进口视频迷惑了
线速度不是进给速度。不要喷我
精车批量,条件满足,用不开槽的金属陶瓷,车100件,磨损1个丝样子
板料的锯削方法
有没有什么好方法去除线割的纹路(这样打,一天一个人,就25-30个成品 还丑)
去年干机加的,应该都认识这些零件
主轴孔塞不进,不好车。
8块钱一个,304L材料,15块钱的刀片,做出来50块钱刀片的效果,分享一下经验。
销轴车削,20根,30一根贵不贵?
8.0毛胚直径304,碎屑加工,粗精都断屑,稳定0.01公差,
这样的渣刀片都不坏,山特维克一车就是这样的屑,还寿命长,线速度150米,ap3 f0.3调质20crmoA
用废合金铣刀柄车成顶尖,再也不怕2顶飞出来了
切槽,车卡爪,内孔是锥孔,蹦锥孔切槽
早晚会出事,只适合中午干 普通正爪夹着 总长400x140粗。7075铝合金。
挖机钢套,这个8字油槽,真的铣好快的,3轴就可以了,便宜,漂亮
切断铁屑飞起来的,看的好爽,30粗,45号,比Q235,好切多了,1450转,F0.1
之前那个,你们觉得我只车头上,那这个呢?调质42crmo 300-320HB 出来了118.1长
日常散件加工,铝合金和不锈钢
201不锈钢,销轴车削加工。
50粗45#切断,发个库存,4毫米刀片,F0.12,G50S1100,G96S75,新刀片上去就是这个效果,大家去试下效果
研发的路,不可能是一番风顺,失败的多。最大的不足,是资本不够。
检测刀杆,机床刚性最简单的方法,看开粗304不锈钢振刀不振刀。
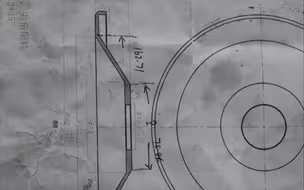
90毛胚,夹4毫米,毛胚伸出43毫米,单边吃刀1.7个,走刀F0.25,转速1000,是不会掉下来的
麻辣烫锅,食品级304不锈钢,变成了201,淘宝上面的304锅,会不会也是201
超高速钢件车销,刀片测试。
这个件,加工,有点技巧,分享。
第二课,讲切槽,切断,不喜欢的,拉黑我,不要下面留言喷我,产品稳定干出来了,厂家书也是这样说
我已知的最强不锈钢刀片,看了宣传片,羡慕几年了,机缘巧合之下,买回来试试。山特维克2220。
翻面,线速度300米,干车。第一刀车黑皮,转速低点。
9到8.99,车削55长,伸出58长,304不锈钢,精车2200转,0.08
内径杠杆表,怎么量的更准,我的经验(我师傅也是这样教我的)
薄壁车削,只要是夹具,改变受力的方向。给大家参考。