V
主页
京东 11.11 红包
兴趣就是这样被磨灭的 总是几个图,轮着来
发布人
-
打开封面
下载高清视频
观看高清视频
视频下载器
一般的师傅,还车不了,只会棒料切断车,车成型爪子,希望给B友面,一点借鉴作用
真实工厂,小批量自动加工,不要被进口视频迷惑了
内孔端面怎么容易车光
Pom精车慢走刀,也不缠绕
鼠年最后一个技术视频,实心料车垫圈,快速,节约材料
奇葩车削,可能是B站最软车削,比优力胶还软,不是所有的圆的,都要给车床干。
我已知的最强不锈钢刀片,看了宣传片,羡慕几年了,机缘巧合之下,买回来试试。山特维克2220。
从业多年,开过最差的车床,金汤车床,垃圾中的垃圾,6150+6140含税还要16w
成量卡尺,少用,下次换的话,买把TESA试试,听人说用5-6年,都不会这样 。
20号钢,干车,开水带手套,真的难受,速度又短,效率反而慢了,这样人舒服,速度快
Q235a,开门冒着生命危险拍的,,车的还可以哈
二谈中心高。
切削力大,选择C型刀片,W型不行。
不锈钢无缝管扩孔,以前难扩是钻头不行,加工大约7-8米距离,全部完成中间没有修磨,就普通含钴高速钢的,1.先车导向,深1.5D,比钻头大0.05,然后扩孔,
老板说,这东西别人用1米的数控车可以车出来,我说我车不了,他说我技术不行,来了什么东西,都车不了
切断是316L,线速度100米,F0.09,这个杆杆车的还可以,螺纹是M10的,中心孔先打的,弯曲不大
数控师傅,编程,一听高端大气,其实就是按绿箭 ,有点东西比流水线还累,车床还危险。
1.松开工件要勉勉强强能进,,2夹紧用内孔刀,下来找位置,刚刚好能够见光。然后就好了,车卡爪,我认为成本最低,车芯棒也可以,车套线割2半也可以。
刀杆复活,卖有售后维修的的国产阻尼刀杆
这样的渣刀片都不坏,山特维克一车就是这样的屑,还寿命长,线速度150米,ap3 f0.3调质20crmoA
DMG德克尔马豪塞巴赫数字工厂,完美诠释对5轴加工技术的极致追求,高端机
使用顶级模具钢材料,造菜刀,线割拉片,成本爆炸,只能自用。
偷烂懒,30件,干亏了,好像是报的6.5/件,来料加工。
自制第一代,高强度,阻尼刀杆,5倍径。
碰到工件外圆锥的怎样车?怎样夹。
攻丝
本月很不顺哦
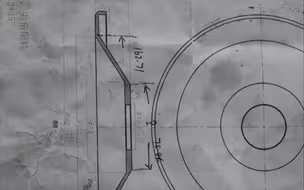
外圆锥面,这次不车爪了,316L一件,车个夹具,倒锥配配锥面,不要再问我为什么割断,不只开一条缝了,动脑子想想一想。
伸出50毫米,车削47.3长,稳定0.02,304不锈钢,8毫米毛胚,精车0.08进给,随意光刀不振
这个价格,挺无语。
用废合金铣刀柄车成顶尖,再也不怕2顶飞出来了
许氏高刚性阻尼减震刀杆搭配德威克高刚性硬轨数控车,可以实现对高硬度,进行高效加工,实现以车代磨,试加工直径63,材料硬度hrc52,刀片京瓷kbn25M,
第三代 伸出175毫米 25 7倍 R0.8刀尖 ,单边2毫米 F0.2。
【卧式镗床】Trevisan DS1500 450C
瑞士机床能成为世界第一,绝对离不开历史悠久的肖布林,快来看看
车了300长, 螺纹M20X2.5车了155长,后面是19.9,这个图纸也是Q235,开粗单边1.5 F0.25-0.22,分段开粗,车螺纹,不算弯吧
改了冷却,很有效果,切断效果杆杆的。
液压卡盘不保养的下场,多久打一次油,多久清洗一次。
切断铁屑飞起来的,看的好爽,30粗,45号,比Q235,好切多了,1450转,F0.1
薄壁车削,只要是夹具,改变受力的方向。给大家参考。