V
主页
京东 11.11 红包
数控师傅,编程,一听高端大气,其实就是按绿箭 ,有点东西比流水线还累,车床还危险。
发布人
90%干数控工资不高的,工资加班出来的,9000,破万的确是有的,你问问哪个师傅是22/8,五险一金,社保 有的,搞数控的都是时薪,一小时30-40大的的城市,小城市20-30 28/10,26/10,两班倒,包吃住,无五险一金的多,
打开封面
下载高清视频
观看高清视频
视频下载器
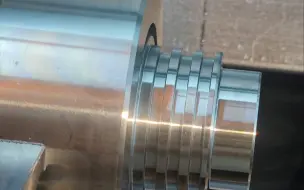
很讨厌这个小东西,拿不稳,切断下来找不到,图纸50件,少说要车60件
一般的师傅,还车不了,只会棒料切断车,车成型爪子,希望给B友面,一点借鉴作用
宝岛台湾产的小车床,设计太好了,虽然很贵,但很好用。
精车余量真的不是越少越好,我这是不锈钢,F0.09进给,R0.4刀尖,照样碎的很,单边40丝,端面40丝
切削力大,选择C型刀片,W型不行。
奇葩车削,可能是B站最软车削,比优力胶还软,不是所有的圆的,都要给车床干。
Q235a,开门冒着生命危险拍的,,车的还可以哈
如何在光杆上面快速扎多个卡簧槽(视频是返修,那个师傅今天上午走的,下午客户反应,卡簧槽窄了,拿回来返修)
316L,挖内端面槽,确实挺难车的,46深
304精车碎屑,F0.08进给,单边15丝,再也不怕刮花零件表面报废。
线速度不是进给速度。不要喷我
来看看台湾生产的车床,你就会发现它的工业很厉害,不容小觑。
昨日协商了,等他招到人,我就走,今日就来了高难度活,正好今日我有事,有点烦躁,晚上加班打烊出来了,这个东西原价多少你们可以猜猜,我叫他要了350/根,共3根
数控机床 数控车床加工
200块钱贵吗?帮人出个往复螺纹程序,别人觉得我贵,下次应该先确认价格,在动手,在上机试程序
硬车,刀片还可以的话,不会像网红视频那样,火花四溅。
2款东西,皮带轮10件,轴20根,保多少钱,还没有报价的,轮子干了6小时,轴3小时
这个车槽刀路实际使用,铝合金哦,很黏的,照样碎屑,单边15.3,P99999,一插到底,效率也高
适合数控新手小伙伴的数控机床面板操作学习工具
这是一台老普车,大连6150车的(不是我本人车),材料p20,一个模具老师傅车的,漂亮,用的5元/片的刀片
顶级的制造工厂不是你有多少设备
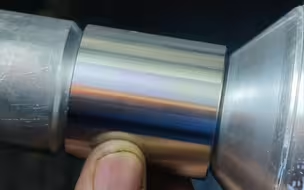
2顶精车不锈钢管,如果让顶尖不跳。
美国进口卡盘,直径125mm,最大夹持却只有18mm,真是无语了。
刀杆测试来了,二代失败,继续研发,三代。
8.0毛胚直径304,碎屑加工,粗精都断屑,稳定0.01公差,
U钻小技巧,还有切断碎屑视频,一个是调制45#,一个是铝合金,G1插,碎屑,
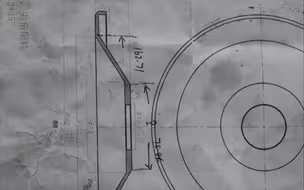
60度螺纹车削深度,到底怎么算,和你用的刀片有关系,刀片不一样,车的不一样
2处偏心,偏心轴车削
二手机床市场,新淘了一台家用精密小车床,今天试机,看看怎么样
9到8.99,车削55长,伸出58长,304不锈钢,精车2200转,0.08
4j32a屑子可以卖多少钱1kg,含镍32%
让我害怕的304不锈钢,我感觉是假料。
这种应该下实心棒料 直接打大钻头,下管料,锯断,工艺不对
内孔刀,快速对中心,平轨,斜轨,都可以用
偏心件车削加工,还有看长沙2022机床展,个人发现的亮点
切槽,车卡爪,内孔是锥孔,蹦锥孔切槽
薄壁车削,只要是夹具,改变受力的方向。给大家参考。
车削偏心件,最好是第一刀低速拉圆,可以大大提高刀具寿命,包括车削304不锈钢6方等,原理一样。
二手机床市场,漂亮的小机床,欣赏机床的另一面,实用且漂亮。
刀塔找正,今天表到了,急活也干完了,把刀塔找回中心高,量具真的重要。